I detaljer: et stativ til reparation af cylinderhoveder med dine egne hænder af Evgeny Travnikov fra en rigtig mester til webstedet my.housecope.com.
Høje krav til nøjagtigheden af bearbejdning af cylinderhovedelementer i reparationspraksis dikterer behovet for at bruge specialiseret udstyr.
Udstyr til reparation af cylinderhoveder produceres af mange virksomheder, men ikke alle prøver af værktøjsmaskiner og værktøj bruges med succes i praksis. Vores udvalg af værktøjsmaskiner og værktøj består kun af de bedste modeller i deres segment og opfylder alle moderne krav.
God eftermiddag. Fra denne artikel vil jeg forklare lidt, hvad der vil blive diskuteret. Det handler ikke kun om specialværktøj, som du kan reparere cylinderhovedet med, men også om, hvordan man arbejder med dette værktøj korrekt. Det viser sig, at ikke alle ved, hvordan man korrekt bruger et specielt værktøj, og dette fører nogle gange til uoprettelige konsekvenser. Jeg vil forsøge at beskrive hele arbejdet i detaljer, så du selvstændigt kan udføre alt arbejdet med at reparere cylinderhovedet.
Så lad os begynde. I princippet er hele processen praktisk talt den samme, i klassikerne, i Samara og efterfølgende modeller. Det første, vi skal forholde os til, er fjernelse af fjedre og ventiler (udtørring af ventilen). Til dette bruges en speciel aftrækker.
Selvfølgelig er der mange forskellige enheder, men dette er det mest gennemgående. Dette vil vi overveje. Aftrækkeren er fastgjort med den forreste del til stiften, og et specielt greb er installeret på fjederpladen.
Nu har vi brug for et specielt substrat i forbrændingskammeret til ventilen. Hvorfor er det nødvendigt? Når du trykker på håndtaget på enheden, vil ventilen gå ned, og den vil gå gennem den passende vej, indtil den hviler på sin plade, for eksempel på bordet, som du tager hovedet på. På dette tidspunkt vil fjederen komprimere og forhindre kiksene i at blive trukket ud. Denne bagside kan være et stykke gummi af den rigtige tykkelse eller en træblok.
| Video (klik for at afspille). |
Ved at trykke på håndtaget hviler ventilen mod underlaget, og du kan nemt fjerne kiksene.
Læg alle kiksene pænt i en kasse, for så er det meget svært at lede efter de tabte kiks.
Der er selvfølgelig en barbarisk måde at udvinde tvebakker på. Det er kun værd at ty til det i særlige tilfælde, når der ikke er nogen speciel aftrækker. Denne proces udføres med en hammer og et stykke metalrør (en stearinlysnøgle fungerer godt her).
Efter at have slået, skal du ikke straks fjerne hammeren, ellers vil kiksene flyve fra hinanden. Du kan skubbe et stykke klude ind i den øverste del af røret, det vil forsinke de udflyvende kiks.
Det næste værktøj, vi har brug for, er en ventilstyrer. Jeg skrev processen med at udskifte ventilstyrene i artiklen (Udskiftning af ventilstyrene). Der er forskellige aftrækkere. Først (percussion).
Hvorfor chok? Men fordi presningen foregår ved at slå dornen med en hammer. Denne metode går ikke altid glat. Der var tilfælde, hvor dornen gik på skrå og fjernede lidt metal fra bøsningens sædeplan, hvorved dens sædetæthed blev reduceret, hvilket ikke er godt i vores tilfælde.
Et udbredt værktøj er blevet til en skrueglat trykaftrækker.
Denne aftrækker gør det muligt at udskifte bøsningen nemt og sikkert. De sælges i autobutikker, men du kan lave det selv, og jeg vil helt sikkert poste det, når jeg tegner en tegning.
Vi har også brug for et værktøj til afmontering og montering af ventilolietætningen. Der skal udvises forsigtighed ved afmontering og montering af olietætninger.Hvorfor forsigtig? Fordi den side, som olietætningen er installeret på, er meget skrøbelig og kan blive beskadiget.
Til demontering bruges specielle klemmer, forresten kan denne klemme laves af dig selv. Jeg så en håndværker lave en klemme fra en savet møtrik i halve og svejset til en rundtang.
Ekstraktionsmetoden er enkel. Dæk den aftagelige olietætning, og drej grebet strengt lodret langs aksen i den ene og den anden retning, mens du strækker dig opad. Det er strengt forbudt at løsne olietætningen til siderne, da der er fare for at beskadige siden af styremuffen, og føringen skal skiftes.
Installation af olietætninger (hætter) udføres i en speciel dorn.
Før du installerer olietætningerne, skal du kontrollere, at de er tætte. Prøv at sætte det på kanten af ærmet med dine hænder. Hvis den ikke finder den, så er dette vores olietætning og kan monteres. Hvis olietætningen er løs eller løs, så vil den lække olie og vil ikke klare sin opgave.
Dernæst har vi brug for et værktøj såsom et sweep.
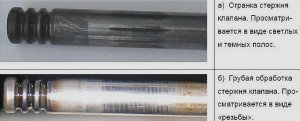
Jeg anbefaler at bruge disse oprømmere, fordi de har en guide til nøjagtig indgang i hullet. Vi skal bruge en river med en diameter på 8,00 mm. Implementeringen er som følger. Installer oprømmeren i den netop pressede styremuffe, og tryk let på den, indtil den kommer ud på den anden side.
Det næste trin vil være lapning af ventilerne. Før slibning af ventilerne skal de behandles med kegler.
Det er bedre at bruge sådanne kuttere. Vi skal bruge tre fræsere med forskellige skærevinkler. Den første er 45 grader, den anden er 60 og den tredje er 30. De håndterer ventilsædet med lethed og ubesvær.
Efter at sadlerne er blevet behandlet med kogler, skal de slibes ind. Hvilket værktøj der bruges til at slibe ventilerne, anbefaler jeg at læse artiklen (Værktøj til slibning af ventiler).
Måske er det hele fra et specielt værktøj, så kan alt gøres ved hjælp af nøgler og skruetrækkere.
I øjeblikket er dette alt, og hvis der dukker noget andet op, vil jeg helt sikkert tilføje det.
Det vigtigste at være opmærksom på er en uhensigtsmæssig / unøjagtig forbindelse mellem manifoldventilerne og topstykket. Udseendet af de mindste uregelmæssigheder eller trin kan føre til uønskede konsekvenser, der begynder at bremse bevægelsen, delvist blokerer kanalen og derfor skal fjernes. Efter at have fjernet områder med åbenlyse uoverensstemmelser, skal manifoldpakningerne modificeres, da de også kan være en hindring for flowet.
Det er også nødvendigt at montere manifolden på stifterne. Dette er ekstremt vigtigt af den grund, at fastgørelseselementerne, der holder manifolderne, kan strække sig, og som følge heraf er der en lille ændring i cylinderhovedplanerne i forhold til manifolden. Hvis dette ikke gøres, vil alt arbejdet for at forhindre uoverensstemmelser være nytteløst.
Jeg vil bemærke, at der skal placeres to stifter på opsamleren (ved kanterne).
Før du forbinder cylinderhovedet og manifolden, skal du lave et hul ved hjælp af fræsere for at forfine cylinderhovedet. Så sætter vi stiften på hovedet og sætter samleren på den. Det er vigtigt, at den anden satte sig frit, men der bør ikke være modreaktion. Du kan derefter sikre dig, at de to elementer er placeret præcist med stor tillid. Du skal også lave nogle huller i pakningen. Sådan skal den optimale docking udføres.
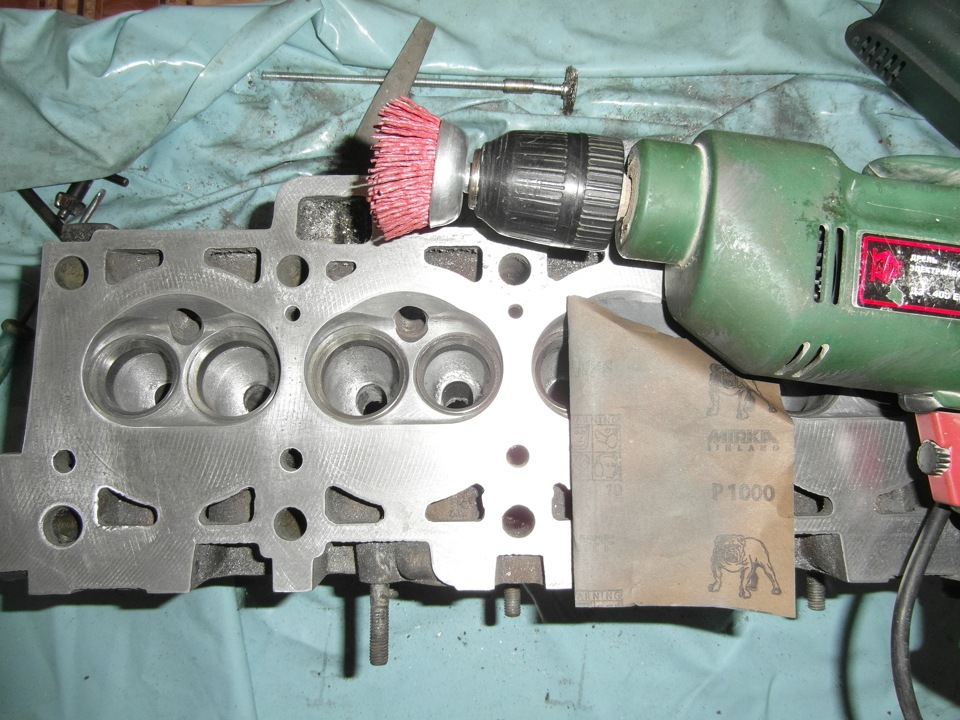
Revisionen af cylinderhovedet sørger også for behovet for at forfine kanalerne, da en deformeret form, metal under bøsningerne osv. kan observeres i dem. Kanalerne omarbejdes ved hjælp af en kugleskærer. Det er bedre, når du har mere end én fræser, men flere og med forskellige parametre (størrelser og former). Ved at arbejde med en fræser kan du opnå fjernelse af eventuelle uregelmæssigheder samt øge den farbare sektion. 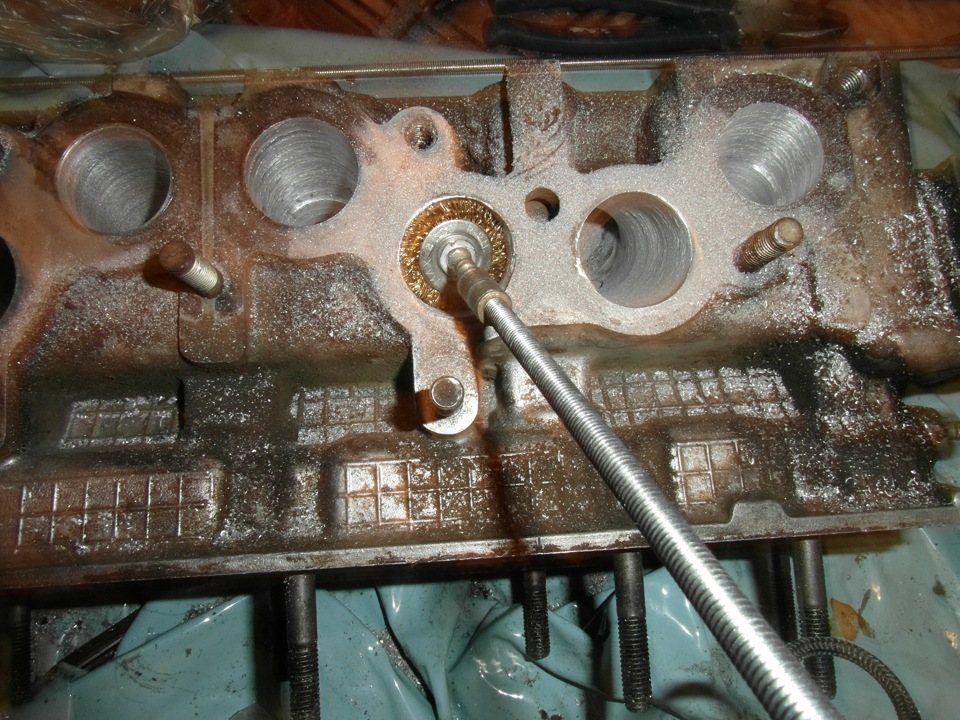
Det er ekstremt vigtigt at sikre, at kanalbøjningen er så glat som muligt, og at de tilsvarende krumningsdimensioner overholdes. Overfladen på indsugningskanalerne skal være let ru for at lette god fordampning af benzin fra dens vægge. Udløbskanalen kan poleres til en høj glans. Kanaldelen skal ikke have en rund form, den har en let elliptisk form.
Når du udfører en stigning i kanalerne, er det vigtigt ikke at overdrive det, du skal kende foranstaltningen, da der er mulighed for at røre ved kølekanalen eller oliekanalen. Cylinderhovedet på klassiske motorer giver dig mulighed for at øge og udvide kanalerne, mens på 8-ventilede VAZ-motorer er problemer uundgåelige.
Før du direkte engagerer dig i boringen af kanaler, skal du finde ud af, hvor du skal starte denne proces - fra en opsamler eller et gascylinderhoved. Hvis du har brug for at øge diameteren af ventilerne betydeligt, er det bedre at starte fra det område, hvor deres vægge er tyndere. Dette vil reducere risikoen for utilsigtet åbning af kanalerne, næste gang du justerer. De dele af bøsningerne, der stikker ud i kanalerne, skal også modificeres, så de ikke forstyrrer. 
Som regel skal de enten forkortes eller skærpes. Der er situationer, hvor bøsningerne slibes mod ventilvæggen. Nogle bilister anser denne metode for at være den bedste med hensyn til fordele, selvom der i praksis sjældent er nogen, der gør dette, da det reducerer guidernes ressource betydeligt. Korrekt ændring af ventilerne er kun mulig under to forhold: erfaring og følg instruktionerne.
Ventil redesign er at reducere vægten og øge flowet. For at lette ventilen skal den omslibes eller omslibes. Overskydende metal vil derefter blive fjernet fra begge sider. Ventilspindelen er også ved at blive omarbejdet - den skal indsnævres. Du kan også vælge muligheden uden at udskifte bøsningerne, i så fald skal du gøre benet tyndere hele vejen fra styrebøsningen til pladen. Et særligt resultat kan opnås ved at reducere stilkens diameter. For eksempel hjælper reduktion af benet fra otte til syv mm med at reducere selve stangens masse med 20%, øger gennemløbet (dette er i 8-ventils motorer).
I virkeligheden er ventilerne lavet af en legering af titanium og aluminium og har derfor en fantastisk lethed, som er kombineret med nogle ubehagelige øjeblikke: høje omkostninger og skrøbelighed. På grund af denne skrøbelighed er der givet stærke anbefalinger til ventilfjedre og ventilsæder. Fjedrene kan efterlades på fabrikken eller løsnes lidt. Det er tilrådeligt at bytte sadler til andre lavet af bronze.
Revisionen af cylinderhovedet indebærer også en ændring i formen af forbrændingskammeret. I dette tilfælde kan der skelnes mellem tre arbejdsområder:
- Reduceret slag
- Forbedring til cylinderfyldning
- Opfyldelse af betingelserne for optimal fordeling af blandingen i forbrændingskammeret.
Detonation belaster stempler og ringe kraftigt. Det kan bestemmes af niveauet af metalliske lyde, der forplanter sig gennem bilmotoren. Kilderne til dette fænomen kan være de fjerneste dele af forbrændingskammeret fra tændrøret. Det er løst sådan her:
· Det er nødvendigt at reducere arbejdet i forbrændingskammeret til et minimum, hvilket øger forbrændingsspredningen.
· Antallet af kompressorstationer bør minimeres. Disse områder omfatter kamerahjørner og skarpe kanter. For at gøre dette skal du glatte overfladen så omhyggeligt som muligt.
De sidste to udførelser for at forbedre formen på forbrændingskammeret er meget vanskelige at udføre på egen hånd, da du skal have fremragende viden inden for fysik.
Revisionen af cylinderhovedet er ikke ret kompliceret på nogle trin og er en fuldt berettiget procedure. Korrekt ændring vil øge effekten af dit køretøjs motor.
I videoen taler automekanikeren om nuancerne i den korrekte boring af kanaler i manifolden til det modificerede hoved.

Lad os starte med at definere begreberne. Cylinderblokken i en moderne bil er grundlaget for motoren, hvorpå resten af motorkomponenterne er installeret: cylindre, krumtapaksel, oliebeholder, cylinderhoved.
Det er netop fejlfunktioner og reparationer af topstykket, vi er interesserede i. Er det muligt at reparere cylinderhovedet med egne hænder i et garagehus? Og håndværkere svarer utvetydigt - ja, reparation af cylinderhovedet med egne hænder er muligt.

Lad os starte med at præcisere, at reparation af et cylinderhoved er en kompliceret operation og vil kræve af dig: en lille smule forståelse af blokenheden, tilstedeværelsen af et specielt låsesmedværktøj og evnen til at eje det.
Grundlæggende værktøj til reparation af cylinderhoved
- Dorn til indpresning af ventilspindeltætninger.
- Mikrometer til måling af ventiler og styremuffer.
- Rømmer til udrulning af nye bøsninger.
- Dorn til udpresning af bøsninger.
- Dorn til presning i bøsninger.
- Indretninger til tørring af ventilfjedre.
- Sæt med undersænke til restaurering af ventilsæder.
- Elektrisk kogeplade til opvarmning af topstykket under fejlfinding og før tryk på bøsningerne.

Glem ikke de nødvendige reservedele og tags
Som regel kræver næsten enhver reparation af et cylinderhoved dets demontering. Undtagelser er f.eks. udskiftning af ventilspindelpakninger. Derfor, før du begynder at afmontere cylinderhovedet, skal du overveje at købe det nødvendige sæt reservedele.

Dagens marked tilbyder hovedsæt (eller, i enkle vendinger, øvre sæt), som inkluderer en cylinderhovedpakning og alle olietætninger og pakninger placeret over hovedpakningen.
Nå, værktøjet og minimumssættet er klar, vi begynder at fejlfinde cylinderhovedet.