DIY svejsebrænder reparation til en halvautomatisk enhed
I detaljer: DIY reparation af en svejsebrænder til en halvautomatisk enhed fra en rigtig mester til webstedet my.housecope.com.
0
poipoi 9. august 2011
Der er en halvautomatisk enhed i funktionsdygtig stand med en meget lurvet brænder.(+ Gasgift) brænderen er ikke aftagelig - den går ind i kroppens dybder med sin ærme. er det muligt at udskifte brænderen på egen hånd? Er det nødvendigt at lede efter en brænder på samme måde? eller kan du skrue nogen, der observerer diameteren på ledningen?
apparat TELWIN TELMIG 130 sådan
0
budia 22. januar 2012
1
kopi 30 jan 2012
Der er en halvautomatisk enhed i funktionsdygtig stand med en meget lurvet brænder.(+ Gasgift) brænderen er ikke aftagelig - den går ind i kroppens dybder med sin ærme. er det muligt at udskifte brænderen på egen hånd?
Først skal du kontakte tjenesten, lad dem fortælle dig, hvor meget det koster separat. Hvorfor lægge noget på lim og dyser!? Og du kan selv ændre det, eller dine hænder voksede fra det rigtige sted. Fordi nogle kan ikke engang holde en skruetrækker i hænderne. Og de kan slet ikke skifte brænderen.
Den semiautomatiske svejsemaskine er en ret populær enhed blandt professionelle og hjemmehåndværkere, især dem, der beskæftiger sig med kropsreparation. Denne enhed kan købes færdiglavet. Men mange ejere af inverter-svejsemaskiner undrer sig: er det muligt at konvertere en inverter til en halvautomatisk enhed for ikke at købe en anden svejser? At lave en halvautomatisk enhed ud af en inverter med dine egne hænder er en ret vanskelig opgave, men med et stærkt ønske er det ret muligt.
For at samle enheden skal du bruge følgende elementer:
inverter svejsemaskine;
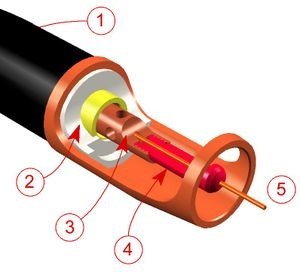
en lommelygte samt en speciel fleksibel slange, indeni hvilken der er en gasrørledning, en ledningsføring, et strømkabel og et elektrisk styrekabel;
mekanisme til ensartet automatisk trådfremføring;
kontrolmodul, samt en motorhastighedsregulator (PWM-controller);
en cylinder med en beskyttende gas (kuldioxid);
magnetventil til afskæring af gas;
spole med elektrodetråd.
Video (klik for at afspille).
For at samle en hjemmelavet halvautomatisk enhed fra en svejse-inverter, skal sidstnævnte generere en svejsestrøm på mindst 150 A.
Men mere om det senere. Først skal du lave den mekaniske del af den halvautomatiske enhed, nemlig trådføderen.
Da foderautomaten vil blive placeret i en separat boks, er den ideel til dette formål. sagen fra computersystemet... Derudover er der ingen grund til at smide strømforsyningen væk. Den kan tilpasses til arbejdet med brudmekanismen.
Først skal du måle diameteren af trådspolen eller ved at tegne den på papir, skære en cirkel ud og indsætte den i etuiet. Der skal være plads nok omkring spolen til at rumme andre komponenter (strømforsyning, slanger og trådføder).
Wiretrækanordningen er lavet af en bilviskermekanisme. Det er nødvendigt at designe en ramme til det, som også vil holde trykrullerne. Layoutet skal tegnes på tykt papir i reel målestok.
Feederen skal installeres i huset, så stikket er et bekvemt sted.
For at tråden kan føres jævnt, skal alle komponenter sikres nøjagtigt modsat hinanden. Rullerne skal være centreret i forhold til indløbshullet placeret i slangetilslutningen.
Som rullestyre kan du brug lejer med passende diameter. En lille rille er bearbejdet på dem ved hjælp af en drejebænk, langs hvilken elektrodetråden vil bevæge sig. Til mekanismens krop kan du bruge 6 mm krydsfiner, tekstolit eller slidstærkt plastfolie. Alle elementer er fastgjort til basen, som vist på det følgende billede.
Den primære ledningsføring er aksialt boret bolt... Resultatet er en slags trådekstruder. Ved beslagets indløb sættes en fjederforstærket cambric (for stivhed).
Stængerne, som rullerne er fastgjort på, er også fjederbelastede. Spændekraften indstilles ved hjælp af bolten placeret i bunden, som fjederen er fastgjort til.
Base til fastgørelse af spolen kan laves af et lille stykke krydsfiner eller PCB og skære et plastrør af en passende diameter.
Dernæst skal alle komponenterne placeres pænt i etuiet.
For at opnå en god svejsekvalitet ved svejsning er det nødvendigt at fremføre tråden med en defineret og konstant hastighed. Da motoren fra viskeren er ansvarlig for riggens tilførselshastighed, er der behov for en enhed, der kan ændre rotationshastigheden af dens anker. Hertil er en færdiglavet løsning velegnet, som også kan købes i Kina, og den hedder PWM controller.
Nedenfor er et diagram, hvorfra det fremgår, hvordan hastighedsregulatoren er forbundet med motoren. Controllerens regulator med et digitalt display vises på kabinettets frontpanel.
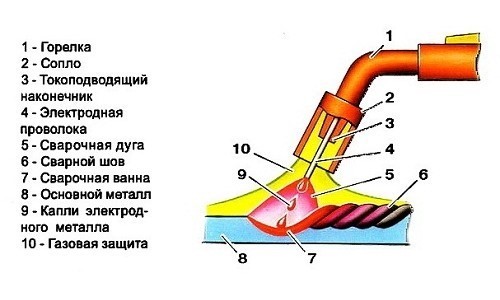
Dernæst skal du installere gasventilstyringsrelæ... Det vil også styre starten af motoren. Alle disse elementer skal aktiveres ved at trykke på startknappen på brænderens håndtag. I dette tilfælde skal gasforsyningen til svejsestedet være forud (med ca. 2-3 sekunder) starten af trådfremføringen. Ellers vil lysbuen antændes i den omgivende luft og ikke i et beskyttelsesgasmiljø, hvilket får elektrodetråden til at smelte.
Et forsinkelsesrelæ til en hjemmelavet halvautomatisk enhed kan samles på basis af en 815. transistor og en kondensator... For at få en pause på 2 sekunder vil en 200-2500 uF kondensator være nok.
Magnetafspærringsventil er placeret ethvert sted, hvor det ikke vil forstyrre driften af bevægelige dele, og er forbundet til kredsløbet i henhold til diagrammet. Du kan bruge en luftventil fra GAZ 24 eller købe en speciel designet til halvautomatiske enheder. Ventilen er ansvarlig for den automatiske tilførsel af beskyttelsesgas til brænderen. Den tænder efter at have trykket på startknappen på den semiautomatiske brænder. Tilstedeværelsen af dette element sparer betydeligt gasforbruget.
Yderligere, efter installation af alle enheder i kabinettet, vil fastgørelsen til inverteren til halvautomatisk svejsning være klar til drift.
Men som allerede nævnt er strømspændingsegenskaberne (VAC) af inverteren ikke egnede til fuldgyldig drift af en halvautomatisk enhed. Derfor, for at den halvautomatiske enhed skal fungere sammen med en inverter, kræves der mindre ændringer i dets elektriske kredsløb.
Der er mange kredsløb til at ændre I-V-karakteristikken for en inverter, men den nemmeste måde at gøre dette på er som følger:
samle enheden vha fluorescerende lys choker i henhold til skemaet nedenfor;
for at forbinde den samlede enhed, skal du samle en anden blok i henhold til følgende diagram;
for at overophedningsføleren ikke virker på inverteren, skal der loddes en optokobler (parallelt) til den, som vist i følgende diagram.
Men hvis styringen af svejsestrømmen i inverteren sker med en shunt, så kan du samle et simpelt kredsløb med tre modstande og en tilstandsomskifter, som vist nedenfor.
Som et resultat vil konvertering af en svejseomformer til en semiautomatisk enhed koste 3 gange billigere end en færdiglavet enhed. Men for selvmontering af enheden skal du selvfølgelig have en vis viden om radiomodellen.
Halvautomatiske svejsningsenheder er enkle og pålidelige designs. Men intet er evigt, selv mekanismer af højeste kvalitet kan fejle, hovedsagelig kan overtrædelser af driftsreglerne være årsagerne.
Halvautomatisk svejseanordning.
Oftest forekommer fejl i en semiautomatisk svejsemaskine i de svageste punkter af udstyret. I denne mekanisme er et sådant sted den mærkede blok, som svejseledningerne er forbundet til. Med dårlig kontakt i kombination med øgede værdier af svejsestrømmen kan der forekomme overophedning af forbindelserne og kabler forbundet til den. Dette vil føre til ødelæggelse af forbindelsen, efterfølgende vil isoleringslaget i enderne af viklingerne brænde ud, og der kan opstå en kortslutning.
I dette tilfælde er varmeforbindelserne sorteret fra, kontakterne og klemmerne renses for at skabe en god pasform af kontakterne på alle elementer. Andre funktionsfejl kan også forekomme.
Arbejdet med den semiautomatiske svejsemaskine.
I denne situation, når den er tilsluttet netværket, sker der en spontan nedlukning, da beskyttelseselementet udløses. Sådanne problemer opstår oftest under lukning af et højspændingskredsløb. Normalt er ledningerne og kabinettet eller selve ledningerne lukket. Beskyttelse kan udløses på grund af en kortslutning mellem spolevindingerne eller elementerne i det magnetiske kredsløb.
Hvis reparationer er nødvendige, skal du afbryde svejsemaskinen fra lysnettet, finde kilden til problemet og løse det - dette kan være genoprettelse af isolering, udskiftning af kondensatoren og andre mulige fejl.
Denne form for problem er oftest ledsaget af overophedning af udstyret. Der kan være flere faktorer:
boltene, der strammer de magnetisk ledende elementer, løsnes;
brud i fastgørelsen af kernen eller i mekanismen til at flytte spolerne;
overbelastning af udstyr (svejsemaskinen arbejdede i ret lang tid, de højeste strømindikatorer, et stort tværsnit af elektroden).
Enheden kan brumme meget, selv når svejseledningerne eller magnetiske kredsløbselementer er kortsluttede. Når en sådan fejl er oprettet, skal alle fastgørelseselementer kontrolleres, og om nødvendigt strammes de, fejlfunktionerne i kernefastgørelsesmekanismen er elimineret, det er nødvendigt at kontrollere og isolere svejsekablerne.
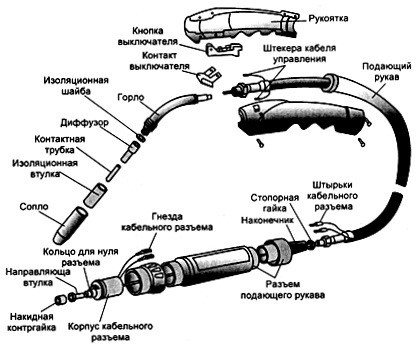
Halvautomatisk brænder enhed.
Oftest forekommer sådanne overtrædelser fra manglende overholdelse af driftsreglerne - indstillingen af svejsestrømmen overstiger de tilladte normer, der bruges for store elektroder, og varigheden af driften (uden den nødvendige afbrydelse) af svejsemaskinen er også forstyrret. Hvis sådanne problemer opstår, er det nødvendigt at overholde den tilstand, der er acceptabel for denne enhed, samt afkøle enheden og tage en pause fra arbejdet.
Overdreven overophedning fører til kortslutninger af vindingerne af spolernes vikling - dette er en konsekvens af afbrændingen af det isolerende lag, hvilket endda fører til røg. Dette betragtes som det mest alvorlige sammenbrud, hvor enheden kan brænde ud. Hvis dette sker, er det nødvendigt at genoprette det isolerende lag af ledningerne i spolerne, men det sker, at du ikke kan undvære en fuld tilbagespoling. Ved tilbagespoling skal der anvendes en wire af forrige afsnit og med samme antal vindinger.
Og hvis en lille indikator for svejsestrømmen? Disse fejl er forbundet med et fald i spændingen i strømforsyningsnetværkene eller et sammenbrud af regulatoren, der leverer strøm til enheden.
Hvis svejsemaskinens strøm ikke er reguleret, opstår et lignende problem fra en funktionsfejl i den mekaniske strømjustering.
Regulatorer i hver model har en anden modifikation. Problemer opstår oftest i regulatorskruerne, i klemmeelementerne, med ujævn bevægelse af sekundære spoler, hvis chokeren er kortsluttet, samt med indtrængning af affald eller fremmedlegemer.I dette tilfælde skal foringsrøret fjernes, og det er nødvendigt at gennemføre en undersøgelse af alle kontrolmekanismer.
Spontan afbrydelse af lysbuen uden mulighed for at genoptage arbejdet. Med en sådan funktionsfejl vises kun gnister i stedet for en bue. Dette sker, hvis der er et sammenbrud i højspændingsviklingen, fra kortslutning af svejsetrådene, hvis forbindelsen af ledninger til enhedens terminaler er brudt.
For stort strømforbrug i netværket uden belastning. Et sådant problem kan opstå på grund af kortslutningen af viklingens vindinger, som kan elimineres ved at genoprette isoleringen eller ved fuldstændig at ændre viklingen på svejsespolen.