I detaljer: gør-det-selv reparation af Zil 130-koblingen fra en rigtig mester til webstedet my.housecope.com.
RESERVEDELE OG MONTAGEDELE
SPECIELLT UDSTYR BASEREDE PÅ URAL, MAZ, KAMAZ __________________
Koblingskurv ZIL-130
Trykpladen (kurven) på ZIL-130 koblingen er lavet af gråt støbejern SCH 18-36 (GOST 1412-54). Hvis der er revner på overfladen, samt hvis tykkelsen af skivekroppen er mindre end 24,7 mm, målt ved monteringsboven på de parrede fjederplader, afvises koblingstrykpladen.
I tilfælde af beskadigelse eller brud på M8 X 1,25 mm gevind op til to gevind, monteres koblingstrykpladen i en skruestik, sikres og gevindet køres gennem de fire huller med en hane.
En fil bruges til at rense hakker og grater på de behandlede overflader. I tilfælde af vridning af mere end den tilladte størrelse monteres trykskiven på en ring placeret på pressebordet med kontaktplanet med den drevne skive nedad og rettet. Nøjagtigheden af opretningen kontrolleres med en lineal og en følemåler.
Den maksimale mængde vridning af ZIL-130 koblingskurven bør ikke være mere end 0,15 mm. Knapmærker på kontaktplanet med den drevne skive elimineres ved slibning.
Når hullerne til armenes fingre er slidte, fastgøres koblingskurven i en låsesmeds skruestik, og de slidte huller udvides til en diameter på 8,4 + 0,058 mm, hvilket svarer til den første reparationsstørrelse. Hullerne i reparationsstørrelsen er markeret med maling.
Den slidte rille i håndtaget på ZIL-130 koblingskurven er smeltet til en størrelse på mindst 9,0 mm mellem ørerne, og derefter, ved at fastgøre delen, fræses rillen på overfladerne. De borede huller i ørerne udvides til en diameter på 8,2 + 0,058 mm.
Styringen af den udførte operation er kontrollen af justeringen af hullet i ørerne med en indikatoranordning. Ikke-vinkelretheden af hullets akse til de indre planer af rillen bør ikke være mere end 0,3 mm over længden på 100 mm af stiften, der er indsat i hullet.
| Video (klik for at afspille). |
Låget til koblingskurven ZIL-130 er lavet af stål 08 5 mm tykt. Delen kasseres, hvis der er mere end tre revner længere end 50 mm. Hvis der er buler på overfladen og tilstødende planer, monteres koblingsdækslet på matricen og rettes ud under en presse.
Kvaliteten af den udførte operation kontrolleres ved ekstern inspektion og ved bestemmelse af kappens vridningsgrad, som kontrolleres på styrepladen med en følemåler. Fladheden af enden af fastgørelsen til svinghjulet bør ikke være mere end 0,5 mm.
Hvis M8-gevindet er revet af eller slidt op, ikke mere end to gevind, er dækslet til ZIL-130-koblingskurven installeret på et stativ, gevindet drives i otte huller med en hane, og hakkene og graterne på overfladen af delen rengøres med en fil.
Hvis M8-gevindet er revet af eller slidt, mere end to gevind, monteres koblingsdækslet og fastgøres på boremaskinens bord, og gevindhullerne bores til en diameter på 12 mm.
Efter at have installeret delen på svejsepladen, svejses de borede huller med gassvejsning. Efter at have renset svejselaget, der flugter med basismetallet, skal du kontrollere planheden af enden af foringsrørets fastgørelse til svinghjulet og om nødvendigt justere foringen ved hjælp af metoden beskrevet ovenfor.
Slidte huller til fastgørelse af låget på ZIL-130 koblingskurven til svinghjulet, til bøsninger og møtrikker, repareres på lignende måde. De bores ud, svejses, foringens vridningsgrad kontrolleres efter svejsning og om nødvendigt korrigeres.
Det sidste trin er at bore huller af nominel størrelse. Hullerne til fastgørelse af kappen til svinghjulet bores til en diameter på 9,8 mm og rømmes.
Når pladernes nitter er løsnet, monteres huset på enheder under pressen, og nitterne presses. Defekte dele udskiftes, når fastgørelsespladernes nitter rives af eller pladerne rives af.
Koblingsskive ZIL-130
ZIL-130 koblingsskive er lavet af 50 stål og fosfateret. Hårdheden af skiven er lig med HRC 35-40. Navet på den drevne skive er lavet af 40X stål, fosfateret og passiveret i en kromspidsopløsning. Koblingsskiven skilles ad ved standeren.
Når pladerne på friktionsdæmperen af en større tilladt størrelse er slidt, monteres og fastgøres den drevne skive på boremaskinens bord, og med et 0,10 mm bor skærpet i en vinkel på 90 ° skæres nitternes hoveder over. til niveau med basismetallet slås nitter ud, spjældets slidte plader fjernes, og derefter monteres nye plader og nittes igen.
Før nitning af friktionsbelægningerne justeres ZIL-130 koblingsskiven efter at have renset hak og grater på navet. Styringen af den udførte operation er at kontrollere graden af vridning af skiven på pladen ved hjælp af en følemåler.
Koblingsskivens friktionsbelægninger nittes under tryk ved hjælp af en matrice. Efter nitning af friktionsbelægningerne skal du kontrollere graden af vridning af skiven og mængden af udløb med en indikatoranordning.
Vridningen bør ikke overstige 0,3 mm, og udløbet bør ikke overstige 0,8 mm. Om nødvendigt køres den drevne ZIL-130 koblingsskive langs egerne på pladen, og ubalancen i forhold til slidsens sideflade kontrolleres.
Den tilladte ubalance bør ikke overstige 25 Gsm. En ubalance på mere end 25 Gsm elimineres ved at installere vægte, som fastgøres ved at bøje rankerne på den drevne koblingsskive. Når et bøjningsmoment på 45 kgm påføres navet, bør navets rotationsvinkel ikke overstige 1 ° 30'-2 °.
Spjældets friktionsmoment bør ligge inden for området 1-4 kgm. Spjældet kontrolleres ved at dreje navet i forhold til den faste skive i en enhed, der udelukker radial belastning.
Koblingshus ZIL-130
Koblingshuset ZIL-130 er lavet af gråt støbejern Сч 15-32. Hvis der går revner med en længde på mere end 150 mm gennem hullet til leje af drivaksel og afstivninger, samt hullet til fastgørelse af koblingshuset til cylinderblokken, afvises koblingshuset.
Motorens koblingskrumtaphus er ikke udskifteligt med cylinderblokken, da centreringsfladerne under deres fremstilling endelig bearbejdes sammen med cylinderblokken.
Demontering af denne enhed er nødvendig af følgende årsager: cylinderblokken og ZIL-130 koblingshuset har forskellige reparationskompleksitetsfaktorer; disse dele er ujævne; krumtaphuset og cylinderblokken skal skylles og defekte separat.
For at forhindre adskillelse af enheden og for at sikre justering af motorens krumtapaksel og transmissionens drivaksel i et lille produktionsprogram, er disse enheder mærket.
Når bolten er knækket i gevindhullet, monteres ZIL-130 koblingshuset på en låsesmeds arbejdsbord, midten af den knækkede bolt skrues på, og et blindt hul bores til en dybde på 8-10 mm med en boremaskine. Derefter drives en firkantet dorn ind i boltens borede hul, og den knækkede del af bolten skrues af koblingshusets gevindhul.
Den sidste operation er gevindskæring og afgratning og afgratning på alle bearbejdede planer. Slidte mere end den tilladte størrelse af bøsningerne på koblingsgaffelakslen presses ud ved hjælp af en dorn, efter at have installeret koblingshuset på et stativ fastgjort på pressebordet.
Efter at have presset de slidte bøsninger ud, skal du kontrollere sliddet på hullet til bøsningerne på koblingsgaffelakslen. Huller med en diameter større end 30,05 mm udvides i en linje op til 30,2 + 0,045 mm.
Ved hjælp af en dorn under en presse presses bøsninger af nominel størrelse eller reparationsstørrelse ind i hullet, afhængigt af hullets diameter, efter tidligere at have justeret hullet i bøsningen med hullet i ZIL-130 koblingshuset. De indpressede ærmer udvides i en linje til en diameter på 25 + 0,06 mm.
Efter montering af koblingshuset med cylinderblokken bores centreringshullet i koblingshuset ind i værktøjet.Det slidte hul bores til en diameter på 166 + 0,04 mm gennem passagen, og rillen under kraven er slebet til en dybde på 2,5 ± 0,1 mm.
En bøsning presses ind i det borede hul ved hjælp af en dorn, indtil den stopper. Den indpressede foring bores til sidst sammen med motorblokken for at sikre justeringen af motorens krumtapaksel og transmissionens drivaksel.
ZIL-130 koblingskurvhåndtag og håndtagsgaffel
Håndtaget til trykpladen (kurven) på ZIL-130-koblingen er lavet af stål 35 GOST 1050-60 og cyanid til en dybde på 0,15-0,3 mm. Håndtagshårdhed - HRC 56-62. Håndtaget afvises i nærvær af revner og brud med en længde på mere end 5 mm på overfladen.
De geometriske parametre for håndtagets behandlede sfæriske overflade bestemmes ved hjælp af en skabelon til transmission. Når hullet til nålelejer er slidt over den tilladte størrelse, er koblingskurvens håndtag slebet.
Trykpladearmene, som har huller til overdimensionerede nålelejer, er mærket med maling for at kunne samle dem med forstørrede stifter under monteringen.
Håndtagsgaflen på ZIL-130 koblingskurven er lavet af stål 45. Gaffelen afvises, hvis der er revner af nogen art og placering, samt hvis gaffelbeslagets ører er knækket.
Ved tilstedeværelse af hakker og grater klemmes koblingsudløserarmens gaffel i en skruestik med bløde kæber, og de behandlede overflader rengøres med en fil. En tråd, der er revet af eller slidt til to tråde, drives igennem med en hane.
Når hullerne til fingeren i knasterne er slidte, fastgøres gaflen i en skruestik med bløde kæber, og to huller sættes ind i en linje til en diameter på 8,4 + 0,058 mm, hvilket svarer til den første reparationsdimension.
Gafler med overdimensionerede huller er mærket med maling for at samle en finger op under montering
øget diameter.
Samling af koblingen ZIL-130
Før montering er det nødvendigt at færdiggøre delene af ZIL-130 koblingen i henhold til størrelsen af hullerne i gaflen og trykpladen til fingeren og fingrene i diameter. For at samle koblingen er en trykplade installeret på stå.
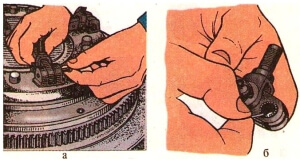
Nåle 19 (fig. 4) på nålelejet, forsmurt med olie, indsættes i hullerne på koblingsudløserhåndtaget sammen med en teknologisk kugle med en diameter på 8,8 - 9,5 mm, lavet af blødt oliebestandigt gummi. På samme måde skal du indsætte nålebærende nåle i det andet hul i håndtaget.
Derefter rettes hullet i støttegaflen 17 ind med hullet i armen 18, mens det sfæriske fremspring af den indre ende af armen 18 styres i én retning med den gevindskårne ende af gaflen. Når den korte stift 16 indsættes i de på linie liggende huller, skubbes gummibehandlingskuglen ud. Den indsatte finger er fastgjort.
Ris. 4. Saml dele af ZIL-130 koblingen
1 - trykskive (kurv); 2 - drevet disk; 3 - friktionsforinger; 4 - fjeder af spjældets elastiske kobling; 5 — fjederens bundplade; 6 - stålplade af en friktionsdæmper; 7 - friktionsdæmperskive; 8 - oliedeflektor; 9 — nav; 10 - varmeisolerende skiver; 11 - trykfjeder; 12 - trykpladebolt; 13 - trykplade; 14 — justeringsmøtrik; 15 - koblingsdæksel; 16 og 20 - fingre af en gaffel og en løftestang; 17 - støttegaffel; 18 - koblingsudløserhåndtag; 19 - nåle af nålelejet; 20 - finger
I mangel af gummikugler er rullelejenålene samlet med et lag fedt på overfladen af hullerne. Rullerne lægges i det andet hul efter montering af håndtaget med gaflen. For at montere håndtaget 18 (fig. 4) til udkobling af koblingen i rillen på trykpladebeslaget, er hullerne i håndtaget og beslaget justeret.
Efter at have indsat den lange stift 20 i de tilpassede huller, skubbes den teknologiske gummikugle ud og stift 20. Resten af håndtagene er indstillet på samme måde.
Derefter installeres varmeisolerende spændeskiver 10 og trykfjedre 11 på fremspringene af koblingskurven ZIL-130. Koblingsdækslet 15 påføres fjedrene 11, og leder de gevindskårne ender af støttegaflerne 17 ind i dækslets huller 15.
Teknologiske hætter sættes på de gevindskårne ender af støttegaflerne for at forhindre beskadigelse af gevindene under efterfølgende monteringsoperationer. Teknologiske styredorne indsættes i flangehullerne på koblingshuset, og fjedrene 11 komprimeres ved at trykke på koblingshuset 15.
Tag de teknologiske styredorne ud og fjern de teknologiske hætter fra gaflernes gevindende 17, installer bøsningerne i de formede huller på de parrede fjederplader, skru boltene i disse plader, som spændes med en momentnøgle med en drejningsmoment på 1,0-1,5 kgm. Efter tilspænding låses alle bolte ved at bøje bøsningens tynde skulder til kanten af bolthovedet.
Justeringsmøtrikkerne 14 skrues på de gevindskårne ender af gaflerne 17 med en justeringsnøgle, indtil enden af møtrikken falder sammen med enden af den gevindskårne ende af gaflen 17.
Spændeplader 13 er monteret på gaflerne med justeringsmøtrikker, spændebolte 12 skrues i med hånden, som spændes med en topnøgle, indtil pladerne 13 stopper i huset 15. Positionen af håndtagene i forhold til ZIL-130 koblingen kurven justeres ved hjælp af en indikatoranordning.
Drej justeringsmøtrikkerne med en skruenøgle, sæt alle håndtagene i en sådan position, at med en størrelse på 9,7-9,9 mm mellem enden af huset og enden af trykpladens plan, indstilles størrelsen på 39,7-40,7 mm mellem enden af kurven og grebenes støttehæl.
Enderne af håndtagene skal ligge i samme plan parallelt med trykpladens arbejdsflade med en nøjagtighed på 0,5 mm.
Efter justering af ZIL-130 koblingen spændes monteringsboltene på bundpladerne med en momentnøgle og fastgøres med en blød stålwire med en diameter på 1,0 mm.
For at forhindre spontan løsning skrues justeringsmøtrikkens gevindforbindelse på gaffelens gevindende.
Den sidste operation er statisk afbalancering af trykpladesamlingen med huset på balanceanordningen. Ved en ubalanceværdi på mere end 50 Gsm bores huller i fremspringene til en dybde på højst 23 mm med et Ø 13,7 mm bor. Monteringshullerne er markeret.
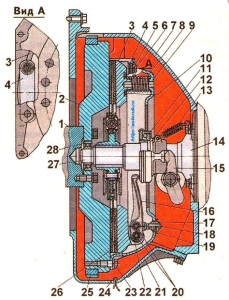
Kobling (fig. 35) enkelt-skive tør, installeret i et krumtaphus 7 af støbejern. Koblingsdækslet 9 er fastgjort til svinghjulet 2 på krumtapakslen 1 med otte centrerende (specielle) bolte 23. Koblingstrykket genereres af seksten installerede fjedre mellem koblingsdækslet 9 og trykpladen 3. Varmeisolerende ringe er placeret under fjedrene på siden af trykpladen.
Overførslen af drejningsmoment fra koblingsdækslet 9 til den drevne skive udføres gennem trykpladen 3 af fire par fjederplader 4.
Omskifterindretningen består af fire arme 16, som ved hjælp af fingre 20 er forbundet med en trykplade og en gaffel 18. Nåleruller 22 er anbragt mellem fingrene 20 og håndtaget 16.
Positionen af koblingsudløserhåndtagene 16 justeres af møtrikkerne 17, som efter justering er udhulede.
Under betjening af køretøjet er positionen af disse håndtag ikke justeret.
Koblingsskiven (Fig. 36) er af stål, med friktionsbelægninger, har en torsionsvibrationsdæmper (dæmper) af friktionstype (med tør friktion af stål på stål). Otte fjedre jævnt fordelt rundt om omkredsen er spjældets 2 elastiske kobling.
Den drevne skive er afbalanceret. Afbalancering udføres ved at montere balanceringsplader 10 på den drevne skive.
For at frakoble koblingen anvendes et trykleje 11 (fig. 35), monteret på lejebøsningen 12. Lejet 11 er smurt fra fabrikken og tilføjes ikke under drift og reparation. Under reparationen af koblingen skal lejet om nødvendigt udskiftes med et nyt.
Med et korrekt justeret koblingstræk skal afstanden mellem håndtaget 16 og koblingsudløserlejet være 3-4 mm.
For at frakoble koblingen bruges en fodpedal, som er installeret på et beslag, der er fastgjort til venstre sidestykke af bilrammen. Den nederste ende af pedalen er forbundet med en justerbar stang 5 (fig. 37) med håndtaget 3 på koblingsudløsergaflen.Pedalvandringen er begrænset af en vægt på kabinegulvet.
En korrekt justeret kobling bør ikke glide i udkoblet position, og når pedalen trykkes ned, bør den kobles helt ud (må ikke "føre"). Koblingspedalens frie vandring skal være 35-50 mm, og den samlede vandring skal være mindst 180 mm.
Efterhånden som friktionsbelægningerne slides ned, mindskes koblingspedalens frie spil, og som et resultat kan koblingen glide. Dette fører til hurtigt slid på den drevne skive og koblingslejet. I tilfælde af for stor fri vandring (over 50 mm), vil et tryk på pedalen til fejl ikke frigøre koblingen helt. I dette tilfælde er der et hurtigt slid på den drevne skive, og gearskifte bliver vanskeligt.
Pedalfri vandring skal justeres i følgende rækkefølge:
1. Juster låsemøtrikken 1.
2. Juster koblingspedalens frie vandring ved at dreje den sfæriske justeringsmøtrik 2; for at reducere pedalens frie vandring skal den kugleformede møtrik skrues på stangen 5, og for at øge det frie spil skal den rulles af stangen.
4. Efter justering, start motoren og kontroller, om koblingen fungerer korrekt.
Vedligeholdelse består i justering af koblingsdrevet, rengøring for snavs, rettidig tilspænding af alle boltforbindelser, smøring af koblingsudløsergaffel og pedalaksel i overensstemmelse med smøretabellen.
Det forreste leje 30 (fig. 35) på gearkassens drivaksel har en konstant forsyning af fedt leveret af lejeproducenten. Periodisk påfyldning af fedt er ikke påkrævet under drift. Under reparationsarbejde skal lejet om nødvendigt udskiftes med et nyt.
Det er nødvendigt omhyggeligt at overvåge tilspændingen af boltene, der fastgør koblingshuset til cylinderblokken. Boltenes tilspændingsmoment skal være lig med 8-10 kgf-m (80-100 Nm). Boltene skal spændes jævnt, konsekvent, på kryds og tværs.
Illustrationer til afsnittet 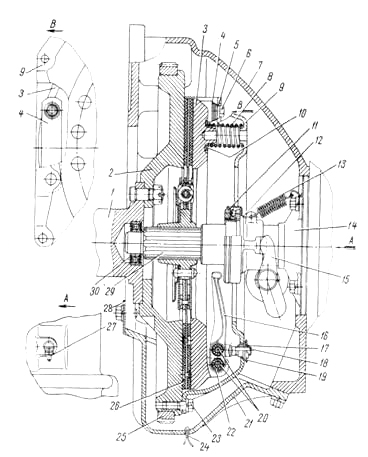
Ris. 35. Kobling
1 - krumtapaksel; 2 - svinghjul; 3 - trykplade; 4 - fjederplade; 5 - bøsning af fjederplader; 6 - bolt til fastgørelse af pladerne; 7 - koblingshus; 8 - trykfjeder; 9 - hylster; 10 - varmeisolerende skive af trykfjederen; 11 - trykleje; 12- kobling; 13 - koblingsudløsningsfjeder; 14 - styrekobling; 15 - koblingsudløsergaffel; 16-koblings udløserhåndtag; 17 - gaffeljusteringsmøtrik; 18 - stik; 19- bundplade på justeringsmøtrikken; 20- fingre; 21 - krumtaphusdæksel; 22 - ruller; 23 - bolt til fastgørelse af koblingsdækslet til svinghjulet, 24 - splint; 25 - svinghjulskrone; 26 - drevet disk; 27 - olier til smøring af koblingsudløsergaffelen; 28 - skjold; 29 - transmissions drivaksel; 30 - forreste leje af gearkassens drivaksel 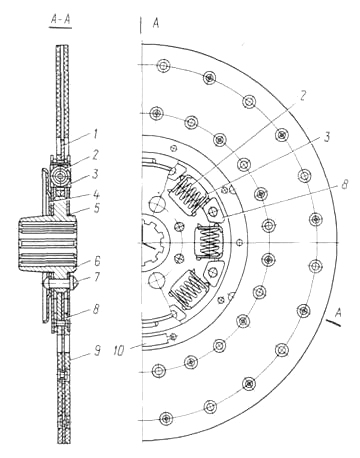
Ris. 36. Drevet koblingsskive
1 - drevet disk; 2 -fjeder af torsionsvibrationsdæmperen (dæmper); 3 - bundplade; 4 - oliedeflektor; 5 - spjældskive; 6 - navet på den drevne disk; 7 - nitte; 8 - friktionspude af dæmperen; 9 - friktionsforing af den drevne skive; 10 - afbalanceringsplade 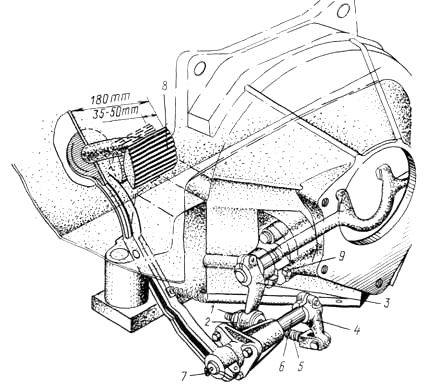
Ris. 37. Koblingstræk
1-låsemøtrik - 2 - sfærisk møtrik; 3 - koblingsudløsergaffelarm; 4 - mellemhåndtag; 5 - tryk; 6 - pedalaksel; 7 - smørenipler til pedalakselbøsninger
8 - pedal; 9 - olier til smøring af bøsningerne på koblingsudløsergaflen
Inden jeg specifikt overvejer Zil 130-koblingen, vil jeg gerne sige et par ord om selve bilen. Zil 130 er en legendarisk sovjetisk lastbil, enkel og uhøjtidelig. Den første serie af biler blev produceret tilbage i 1962, men selv i dag kan du finde disse brugbare arbejdere på gaden i byer og landsbyer. De er ikke bange for dårlige veje og brændstof af lav kvalitet. Derudover kan de på motorvejen nå hastigheder på op til 100 kilometer i timen. Af manglerne ved modellen er det måske værd at bemærke det høje brændstofforbrug, som kan nå op på 30 liter per hundrede kilometer.
Med korrekt pleje og rettidig vedligeholdelse kan ZIL 130 fungere uden problemer i årtier. Det er der levende eksempler på. Det er dog tilrådeligt for enhver ejer af denne lastbil at være velbevandret i dens enhed for at kunne udføre nogle af de nødvendige operationer på egen hånd. For eksempel skal du vide, hvordan du justerer koblingen Zil 130. Lad os først se på, hvordan den virker.
Zil 130 lastbilkoblingen kan beskrives som:
Den er anbragt i et krumtaphus i støbejern, der er fastgjort til motoren. Dens dæksel er fastgjort til krumtapakslens svinghjul med otte centreringsbolte. Trykkraften skabes af seksten fjedre, der er installeret mellem koblingshuset og dets trykplade. Under dem ligger særlige varmeisolerende skiver. De er i stand til at reducere opvarmningen af fjedrene. Takket være disse skiver mister fjedrene ikke deres elastiske egenskaber på grund af opvarmning. Drejningsmoment overføres fra huset til den drevne skive ved hjælp af en trykplade og fire par fjederplader. Koblingsudløsningsanordningen består af fire håndtag, der er forbundet til gaflen og trykpladen med fingrene. Nåleruller er placeret mellem disse stifter og hver arm. Sfæriske møtrikker bruges til at understøtte gaflerne. De gør det muligt for gaflerne at svinge, når trykpladen bevæger sig.
I koblingsudløseren er der et udløserleje, som ikke kan adskilles. Derfor kan mængden af olie i dette leje ikke efterfyldes under drift. Koblingsskiven er lavet af stål og har friktionsforinger lavet af presset metal-asbest sammensætning. For at frakoble koblingen bruges en pedal med en aksel installeret i beslaget. Denne pedals vandring begrænser gulvet i lastbilens førerhus.
For at koblingen altid skal fungere pålideligt, har den brug for periodisk justering. Fra tid til anden skal ejere af lastbiler ZIL 130 justere koblingspedalens frie vandring samt positionen af udløserhåndtagene. Pedalens frie spil justeres med justeringsmøtrikken. Mellemrummet mellem udløserlejet og koblingsudløserhåndtagene skal være fra halvanden til tre millimeter. I dette tilfælde vil koblingspedalens frie vandring være mellem femogtredive og halvtreds millimeter. Denne justering giver fuld ind- og udkobling af koblingen på ZIL 130-lastbilen. Hvis mellemrummet mellem udløserlejet og udløserhåndtagene er mindre end halvanden millimeter, vil udløserlejet lejlighedsvis røre udløserhåndtagene. Dette vil blive ledsaget af glidning af koblingen og som følge heraf øget slid på selve lejet samt udløserhåndtagene og friktionsbelægningerne.
Lastbilens koblingsudløserhåndtag justeres under koblingssamling eller reparation ved hjælp af specielle kuglemøtrikker. En sådan justering er nødvendig for muligheden for jævn, uden skævvridning, bevægelse af trykpladen, når koblingen er udkoblet. Hvis du forsømmer det, vil trykpladen bevæge sig ujævnt væk fra den drevne skive. Som et resultat vil der forekomme øget slid på hele enheden, hvilket vil føre til dens for tidlige fejl.
Koblingen på Zil 130 lastbilen kan muligvis ikke slå helt fra på grund af skævhed eller vridning af den drevne skive, samt hvis der er et ujævnt mellemrum mellem skiverne. Oftest opstår en sådan gener på grund af overophedning som følge af langvarig glidning. Dette problem kan løses blot ved at udskifte de skæve skiver. Hvis friktionsbelægningerne svigter, kan de danne en kile mellem drevet og de drevne skiver. Som et resultat vil koblingen ikke frigøres helt. Hvis dette sker, bør du skille enheden ad og udskifte friktionsbelægningerne. Når koblingen er udkoblet, og trykpladen stadig fortsætter med at røre den drevne plade en smule, er justering af udløserhåndtagene nødvendig.
Hvis bilen begynder at bevæge sig med et ryk, er denne funktionsfejl højst sandsynligt forbundet med en fastlåst udløserkobling placeret på indgangsakselens lejedæksel. Dette skyldes, at når føreren slipper koblingspedalen, bevæger koblingen sig ujævnt, først griber den og rykker derefter kraftigt. Desuden kan skæve skiver få koblingen til at gå i indgreb. I dette tilfælde skal de udskiftes for at eliminere fejlen.
For at Zil 130-lastbilen skal have brug for reparationer så sjældent som muligt, er det nødvendigt at betjene den i overensstemmelse med flere enkle regler. Du kan komme i gang i både første og andet gear. Prøv at slippe koblingspedalen så glat som muligt. Hold ikke foden på pedalen, når den er parkeret med motoren i gang. Desuden må pedalen ikke trædes delvist ned under kørslen. Dette fører til for tidligt slid og tidlig svigt af hele samlingen. Kør ikke og skift gear ved høje motorhastigheder. Ovenstående justeringer skal udføres med jævne mellemrum. Overholdelse af disse enkle regler vil hjælpe med at holde enheden operationel så længe som muligt, samt udelukke uforudsete nedbrud.

ZIL-130 koblingselementer:
-
trykskive (koblingskurv)
koblingsudløserleje



Koblingen kan justeres på den afmonterede trykplade (f.eks. efter udskiftning af koblingsskiven, eller udskiftning af trykpladepuder eller udløserleje) eller direkte på bilen gennem en åben klap i svinghjulet. Overvej muligheden for at afmontere gearkassen og alle koblingsdele.

Demontering udføres på en synsgrøft ved hjælp af et specielt spil til at fjerne gearkassen:
- Efter at have skruet 4 (fire) fastgørelsesmøtrikker af - fjernes gearkassen og sænkes ned på pallen.
- Skru nu de 8 (otte) bolte af, der fastgør trykpladen til motorens svinghjul.
- Hold forsigtigt i den drevne skive (som er klemt mellem svinghjulet og kurven), og fjern trykskiven.
- Fejlfinding af alle koblingsdele udføres.
- Udløserlejet er tjekket - det skal dreje let uden at udsende uvedkommende lyde.
- Se på arbejdsfladen på trykpladebenene. Bestem tykkelsen af friktionsbelægningerne på den drevne skive.
Når alle dele er sorteret fra og udskiftet med nye, er det nødvendigt at justere de fire håndtag på trykpladen eller, som de blot kaldes, koblingskurven "ben". Dette vil kræve en flad plade, som bruges som et ekstra svinghjul til ZIL-130-motoren. Hvis der ikke er nogen, skal du købe den til adskillelse.
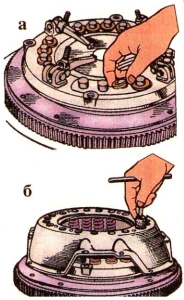
Uden at fjerne den samlede koblingstrykplade (kurv) fra hjælpesvinghjulet (brugt som en enhed), er det nødvendigt at justere positionen af håndtagene i forhold til trykpladens arbejdsflade.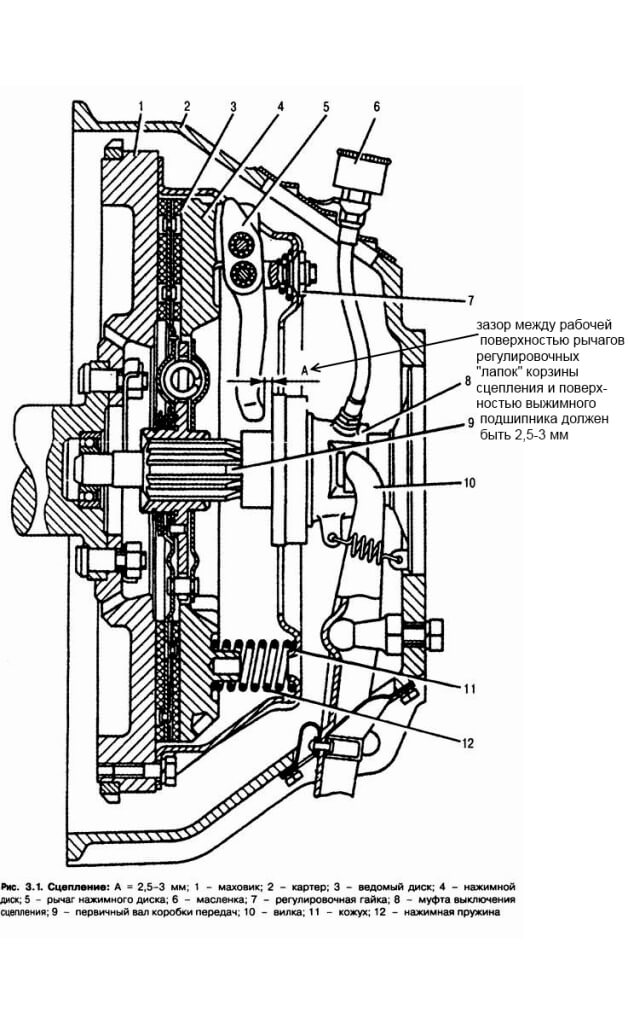
Drej justeringsmøtrikkerne med en skruenøgle, indstil alle håndtag i en sådan position, at afstanden fra trykpladens arbejdsflade til toppen af de sfæriske fremspring på de indvendige ender af håndtagene er inden for 39,7-40,7 mm. I dette tilfælde skal enderne af håndtagene ligge i samme plan parallelt med trykpladens arbejdsflade med en nøjagtighed på 0,5 mm, ikke mere.
I tilfælde af at koblingstrykpladen er samlet i justeringsanordningen, skal monteringen af håndtagene kontrolleres ved hjælp af en kontrolplade, som vist i fig. 1, b. I dette tilfælde skal grebenes sfæriske fremspring røre ved kontrolpladen 2, der er installeret på værktøjets 1 nav.
Efter afslutning af koblingsjusteringen er det nødvendigt at stramme støttepladernes bolte (tilspændingsmoment 1,0-1,5 kgm). Fastgør derefter boltene (figur otte) med en blød udglødet ståltråd på 1 mm i diameter.
Spænd justeringsmøtrikkens gevindforbindelse med den gevindskårne ende af gaffelen på et punkt.
Fjern dækslets bolte til det ekstra svinghjul, og fjern trykpladesamlingen med dækslet.I dette tilfælde skal alle bolte løsnes gradvist og sekventielt for at undgå deformering af koblingsdækslet.
Sådan ser justeringsgrebet ud eller på en simpel fod på ZIL 130 trykskiven:

Samling af trykpladen (kurv)

Det er muligt at justere udtræksgrebene uden at fjerne koblingskurven fra bilens svinghjul.
Når du fjerner koblingen, er det nødvendigt at skrue boltene, der fastgør gearkassen til koblingshuset, af, afbryde gearkassen fra krumtaphuset og fjerne det;
- Skru boltene på koblingsdækslet af og fjern det;
- Skru boltene, der fastgør det nederste koblingshusdæksel, af, og fjern låget;
- løsn spændebolten, der fastgør håndtaget på gaffelakslen, fjern håndtaget og fjern nøglen;
- løsn de to bolte på bøsningsflangen og fjern den;
- Fjern koblingsudløsergaflen ved først at skubbe den til venstre og vippe den ned.
Koblings-/krumtapakselsamlingen er dynamisk afbalanceret fra fabrikken. For at opretholde balancen skal der laves markeringer på svinghjulet og trykpladedækslet, før koblingen fjernes fra svinghjulet. Dette vil tillade dem at blive installeret i samme position under montering uden at forstyrre fabriksbalancen.
Fjern boltene, der fastgør trykpladedækslet til svinghjulet. Ved at skrue bytes af, er det nødvendigt at dreje svinghjulet sekventielt. Skruerne skal løsnes gradvist for at undgå deformation af huset.
Fjern trykpladesamlingen, fjern koblingsskiven.
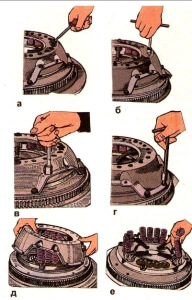
Demontering af trykpladen. Før demontering påbegyndes, er det nødvendigt at markere den relative position af alle koblingsdele. For at skille trykpladen ad skal du bruge hjælpesvinghjulet og 9,8 mm stålplade. udskiftningsdrevet skive. Enhver stiv afstandsholder af den specificerede størrelse kan også bruges i stedet for stålskiven. Om nødvendigt kan forskellige anordninger med hurtigvirkende klemmer bruges til at skille trykpladen ad, men med den obligatoriske montering af trykpladehuset på otte centreringsstifter eller bolte, efterfulgt af presning af huset med poterne.
For at adskille koblingstrykpladen skal du installere svinghjulet på et arbejdsbord, sætte en stålskive på svinghjulets arbejdsflade, installere trykpladesamlingen med et hus på det og fastgøre det på svinghjulet med centrerende aflange bolte. Boltene skal være 10-12 mm længere end de normale kappebolte.
Det anbefales at skille trykpladen ad i følgende rækkefølge. Løsn støttepladernes splitbolte, skru dem af og fjern pladerne fra koblingsdækslet. Skru justeringsmøtrikkerne af med en speciel skruenøgle.
Skru boltene ud, der fastgør de parrede fjederplader, og fjern styrebøsningerne fra de formede huller på disse plader. Skru derefter gradvist alle bolte, der fastgør huset til svinghjulet, indtil trykfjedrene er helt frigjort fra kompression, og skru derefter alle disse bolte helt af. Fjern dæksel, trykfjedre og varmeisolerende spændeskiver.
Marker positionen af hvert koblingsudløserhåndtag i forhold til trykpladen, frakobl og fjern stifterne, der forbinder håndtagene med trykpladen, fjern håndtagene komplet med støttegaflerne, fjern rullerne fra håndtagenes fatninger. Løsn og fjern stifterne, der forbinder grebene med støttegaflerne, fjern gaflerne fra grebene og fjern rullerne fra grebene. Fjern trykpladen fra det ekstra svinghjul.
I mangel af yderligere forlængede bolte kan trykpladen afmonteres på følgende måde.
Monter trykpladesamlingen på svinghjulet med 9,8 mm stålunderskive. og fastgør med normale bolte.
Løsn splittappene, og skru boltene, der fastgør bundpladerne, af, fjern pladerne fra huset. Skru boltene ud, der fastgør de parrede fjederplader, og fjern styrebøsningerne fra de formede huller i pladerne.Skru forjusteringsmøtrikkerne af og lad dem sidde på gaflerne (ca. halvdelen af højden af møtrikkens gevinddel); Skru derefter alle de normale bolte, der fastgør koblingsdækslet på svinghjulet, af, og tryk derefter på huset med hånden, skru til sidst justeringsmøtrikkerne af, og rul dem parvis fra modsatte sider af huset, indtil fjedrene er helt frigjort fra kompression. Fjern derefter: koblingsdækslet, trykfjedre, varmeisolerende spændeskiver, koblingsudløserhåndtag og trykplade fra svinghjulet.
Efter at have adskilt koblingen er det nødvendigt at skylle delene i en affedtningsopløsning, kontrollere deres egnethed og om nødvendigt udskifte de ubrugelige dele med nye.
I denne artikel vil vi overveje, hvad der er de vigtigste detaljer kobling ZIL 130 og hvordan kurvebenene kan justeres.
Hvad bilister og håndværkere kalder hinanden "Kurv" har et officielt teknisk navn - drev trykskive... Den er designet til at overføre drejningsmoment fra motorens svinghjul til koblingsskive... Til betjening af trykpladen er kurven udstyret med et støbejernshus, ved hjælp af hvilket hele mekanismen er boltet til svinghjulet.
Seksten fjedre er placeret under huset. Gennem deres indsats udøves pres. For at udkoble koblingen har trykpladen fire aftrækshåndtag (i jargonen "poter").
Stålskive med friktionsbeklædning på begge sider (i jargonen "feredo" fra ordet ferodo, som betyder friktionsvarmebestandigt kompositmateriale). Puderne er fastgjort med nitter. Hvis du har en enhed og udskiftelige feredoer, kan de udskiftes for at genoprette diskens ydeevne Billedet nedenfor viser tykkelsen af friktionsbelægningerne på den nye disk.
Under drift, på grund af friktion og termisk overbelastning, slettes disken og bliver ubrugelig. Spjælddelen er også beskadiget (fjedre flyver af) og styrenoterne slides, og skivens stålbund revner også.
En dæmper og et slidshul er placeret i den centrale del af skiven, som passer ind i rillerne på gearkassens indgangsaksel. Spjældsektionen med otte fjedre fungerer som dæmper.
Udløs lejet fastgjort på koblingen, som har stop på begge sider. Disse stop gør det muligt at flytte koblingen med lejet vha koblingsudløsergafler... Ved at trykke på koblingspedalen flytter du denne gaffel. Hun flytter til gengæld "udløseren" mod "kurven", hvor lejet hviler mod udløserhåndtagene. Håndtagene skubber drivskiven væk fra følgeren, og koblingen er frakoblet, så længe du holder koblingspedalen trykket ned. Du kan finde et detaljeret diagram over koblingsdrevet samt en vejledning til justering af koblingspedalens frie vandring i vores artikel - Fri vandring af koblingspedalen zil 130. Justering.
Således er ZIL 130 koblingen arrangeret på den enkleste måde, uden pneumatiske hydrauliske boostere og ved hjælp af en drevet skive. (For eksempel på KamAZ, MAZ og KrAZ bruges to drevne skiver, mellem hvilke en mellemplade er installeret, og udløserkraften øges ved hjælp af CCGT).
Demontering sker mest bekvemt på en synsgrøft ved hjælp af et specielt spil til afmontering af gearkassen. Demonteringsprocedure:
- Fjern de fire møtrikker, der fastgør gearkassen til motordækslet.
- Bevæg dig væk fra motoren, træk gearkassen af monteringsstifterne og sænk den ned på pallen med et spil. Der vil være et udløserleje på gearkassens indgangsaksel.
- Fjern de otte trykplade-til-svinghjulsbolte.
- Hold forsigtigt i den drevne skive (som er klemt mellem svinghjulet og kurven), og fjern trykskiven.
Derefter kan du inspicere delenes tilstand: arbejdsfladen på trykpladepoterne, evaluere sliddet af friktionsbelægningerne på den drevne skive. Det arbejdende udløserleje skal dreje let uden at udsende uvedkommende lyde.
Kurvebenene justeres efter reparation eller udskiftning af koblingselementerne beskrevet ovenfor.Pålidelig og langsigtet koblingsydelse afhænger af korrekt placerede håndtag. Hovedopgaven er at opnå at finde håndtagenes arbejdsflade i en vis afstand fra trykpladen og altid i samme plan for at undgå skævheder.
Til justering kræves et hjælpesvinghjul, som kan tilkøbes ved demontering.
Uden at fjerne den samlede koblingstrykplade (kurv) fra hjælpesvinghjulet (brugt som en enhed), er det nødvendigt at justere positionen af håndtagene i forhold til trykpladens arbejdsflade.
Drej justeringsmøtrikkerne med en skruenøgle, sæt alle håndtag i en sådan position, at afstand fra trykpladens arbejdsflade til toppen af de sfæriske fremspring på de indvendige ender af håndtagene var indenfor 39,7-40,7 mm... I dette tilfælde skal enderne af håndtagene ligge i et plan parallelt med trykpladens arbejdsflade med en nøjagtighed på 0,5 mm, ikke mere.
Efter afslutning af koblingsjusteringen er det nødvendigt at stramme støttepladernes bolte (tilspændingsmoment 1,0-1,5 kgm). Fastgør derefter boltene (figur otte) med en blød udglødet ståltråd på 1 mm i diameter.
| Video (klik for at afspille). |
Spænd justeringsmøtrikkens gevindforbindelse med den gevindskårne ende af gaffelen på et punkt.
Fjern dækslets bolte til det ekstra svinghjul, og fjern trykpladesamlingen med dækslet. I dette tilfælde skal alle bolte løsnes gradvist og sekventielt for at undgå deformering af koblingsdækslet.














