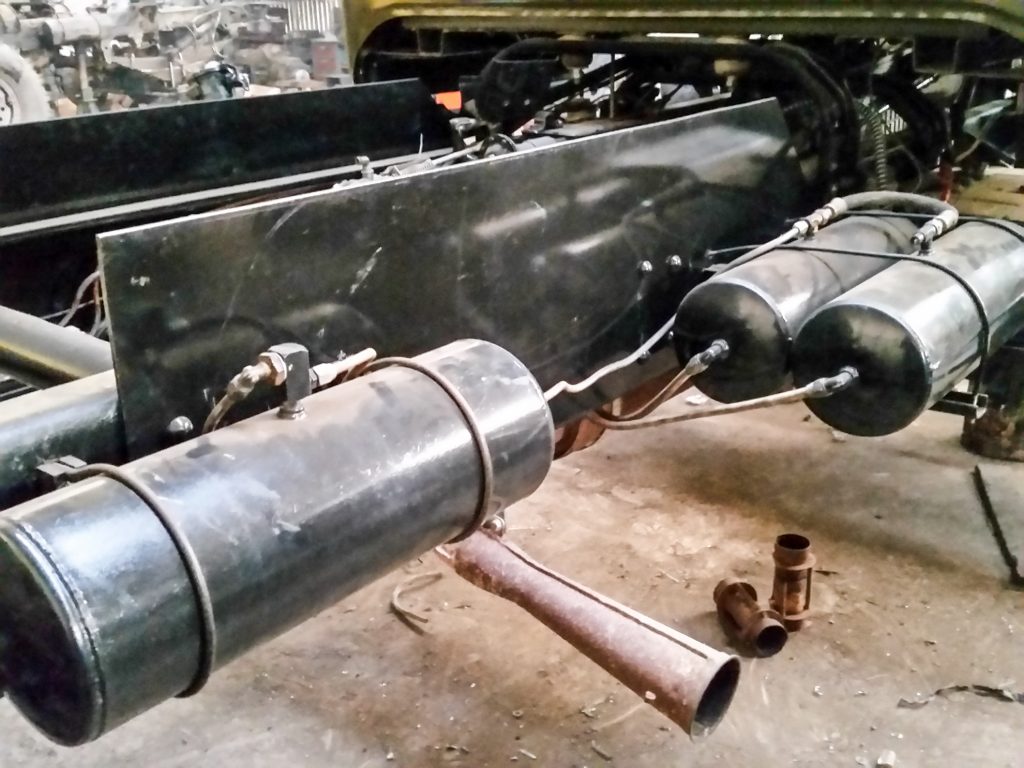
I detaljer: gør-det-selv reparation af Ural 4320-rammen fra en rigtig mester til webstedet my.housecope.com.

En tømmerbærer baseret på Ural-4320 med en YaMZ-238 dieselmotor og en EPSILON E110L hydraulisk manipulator efter overhaling og modernisering har fremragende ydeevneegenskaber. Derfor er denne teknik meget efterspurgt i skovningsindustrien.
Genudrustning af Ural-4320 ombygningskøretøjet til en tømmervogn er blevet afsluttet:
- fuldstændig adskillelse af bilen;
- tømmerbærende udstyr blev fremstillet: underramme, køje, beskyttelsesskærm;
- diagnostik af alle komponenter og samlinger, udskiftning om nødvendigt.
- diesel atmosfærisk motor YaMZ-238;
- forstærket ramme inde i sidestykkerne;
- forstærket ramme til installationsstedet for den hydrauliske manipulator;
- forstærkede fjedre foran.
I gang med eftersyn og ombygning af bilen til tømmerbil med hydraulisk manipulator arbejde blev udført for at demontere alle hovedkomponenter og samlinger samt diagnosticering af deres tekniske tilstand.
Læsserkøretøjer skal opfylde høje pålidelighedsindikatorer, når de kører under barske russiske forhold. For at sikre de nødvendige parametre blev der udført arbejde med dobbelt forstærkning af rammen:
- forstærkning af rammen inde i sidestykkerne;
- forstærkning af rammen på det sted, hvor den hydrauliske manipulator er installeret.
Når der udføres et større eftersyn af lastbilrammen, udføres en bred vifte af arbejder:
- skylning og rengøring fra gammel maling;
- udskiftning af slidte beslag med nye;
- grunding, maling og tørring i et tørrekammer.
Trælastbilens chassis skal modstå høje driftsbelastninger, især på køretøjets foraksel. Før du installerer skovbrugsudstyret og den hydrauliske manipulator på chassiset, udføres der arbejde for at styrke bilens affjedring, diagnostik og udskiftning af de nødvendige komponenter:
| Video (klik for at afspille). |
- skylning og fuldstændig adskillelse;
- justering af nyligt restaurerede enheder i overensstemmelse med producentens forskriftsdokumenter med yderligere indkøring på specialiserede stande;
- montering af nye forfjedre, fjederklatter, trinstiger, bagfjedre, fjederklistre og trinstiger;
- montering af nye balanceringsbøsninger, pakninger, ringe og manchetter, montering af nye støddæmpere;
- grunding, maling og tørring.
- demontering med fuldstændig demontering af alle enheder;
- inspektion, fejlfinding med udskiftning af afviste arbejdsgear, aksler, huse;
- samling ved hjælp af nye lejer, geardele, shims og tætninger, bøsninger, kraver, spændeskiver og fastgørelsesanordninger;
- justering af de samlede enheder i overensstemmelse med den forskriftsmæssige dokumentation for hver enhed med testkørsel på specialiserede transmissionsstandere;
- grunding og maling af enheder;
- påfyldning af smøremidler efter færdiggørelse af installation.
Under eftersyn af en bil udføres et omfattende udvalg af arbejder med førerhuset:
- fuldstændig demontering af førerhuset, fjernelse af den gamle lakering;
- udskiftning af deforme og korroderede kabinedele;
- priming, maling, behandling af bunden af kabinen med bitumenmastik og tørring i et tørrekammer;
- installation af nyt interiør, sæder, instrumentbræt, ledninger og førerhusbeklædning;
- udskiftning af deformerede empennage-elementer;
- grunding, maling og tørring af fjerdragtelementer i et tørrekammer;
- delmontage af fjerdragt og montering på bilen.


Nye styrekomponenter er ved at blive installeret: styretøj, servostyring, servostyringspumpe, styreaksel.
Kun nye komponenter i bremsesystemet er installeret: bremseventiler og ventiler, pneumatisk hydraulisk booster, bremsehovedcylinder, fungerende bremsecylindre, bremseklodser, hydrauliske og pneumatiske ledninger.
Træbærerens underrammen er basis for placering og fastgørelse af komponenterne i skovningsudstyret. Virksomheden "SPETSLESAVTO" er engageret i produktion af underrammer til lastbiler.
SPETSLESAVTO-virksomheden beskæftiger sig med produktion af køjer til tømmervogne.
Virksomheden "SPETSLESAVTO" beskæftiger sig med produktion af beskyttende hegn til tømmerbiler, som er designet til at beskytte den hydrauliske manipulator og traktorens førerhus mod skader.


SPETSLESAVTO-firmaet installerer dieselmotorer på traktorer.
En tømmervogn baseret på Ural-4320-chassiset blev skabt til drift under de barske forhold i det nordlige Rusland. Adskiller sig i høj cross-country evne og pålidelighed. Denne tømmerbil har alle parametrene for en ny bil, men er væsentligt billigere i pris og nem at vedligeholde.
- Genudrustning af Ural-4320
- Styrkende fjedre
- Installation af den hydrauliske manipulator
Log venligst ind for at efterlade en kommentar.
I over 15 år har vi produceret pålideligt og højkvalitets specialudstyr.
Rammereparation er en ret almindelig opgave. Skader er forskellige, afhængigt af arten, disse er revner (en ret almindelig forekomst) og folder og deformation.
Ofte i tilfælde af alvorlige ulykker er rammens adfærd meget svær at genoprette og upraktisk. Men i de fleste tilfælde kommer skader til udtryk i revner, eller rammen brister. Sådanne skader kan repareres sikkert. Men det er vigtigt at følge reparationsteknologien, da rammestrukturen fungerer under vanskelige forhold, meget stærke torsionsbelastninger.
- du skal lave mad med en halvautomatisk enhed,
- undgå overophedning,
- sørg for at skære sømmene,
- kog roden af sømmen.
Før du starter reparationen, skal du omhyggeligt inspicere rammen for revner. Et videoendoskop er velegnet til intern undersøgelse. Hvis du ikke har et specialiseret et, kan du købe et USB-endoskop, der fungerer med en bærbar eller smartphone.
For reparationer skal du give adgang til skadestedet, om nødvendigt afmontere de dele, der forstyrrer arbejdet. Den bedste metode er at frigøre rammen for alle tilbehør og komponenter for at reducere belastningen. Hvis revnerne har skilt sig, skal de først bringes ned ved hjælp af donkrafte og sørg for at måle bilens diagonale kontrolpunkter. Afstandsforskellen bør ikke overstige 5 mm. Hvis der er afvigelser, skal du trække rammen på beddingen.
Udretningen af rammen, herunder på steder med revner, udføres i kold tilstand med en slædehammer og hamre ved hjælp af dorne og understøtninger.
På lastbiler og sættevogne styres rammen ved hjælp af pneumatisk eller hydraulisk udstyr.

Revner repareres ved svejsning og nitning af forstærkende foringer.
Hovedfunktionen i forberedelsen til svejsning:
- bestemmelse af den synlige ende af revnen (ved hjælp af et forstørrelsesglas);
- boring af enden af revnen (før du borer, drej midten under hullet i en afstand på 5-10 mm fra den synlige grænse af revnen langs linjen i dens retning; bor med et bor med en diameter på 5-6 mm );
- skærekanter i en bøjning på 90 grader til en dybde på 2/3 af tykkelsen af delens metal, med en plasmaskærer, hvis ikke, kan du bruge en kværn, men det tager længere tid.
- rengøring af kanterne af en revne med en bredde på 20 mm (stålbørste eller elektrisk slibemaskine).
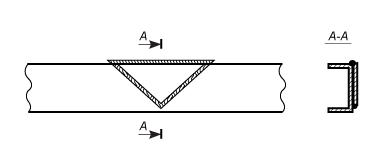
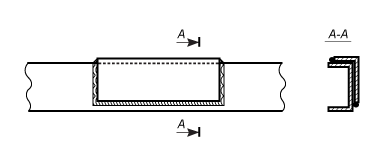
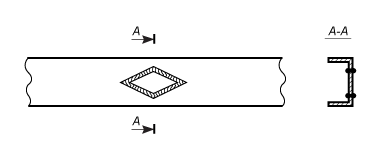
Revnerne på sidestykkerne er elimineret:
- svejsning og installation af en ekstern eller intern forstærkende kasseformet foring på nitter;
- svejsning af en revne og svejsning af en forstærkende trekantet plade;
- svejsning af en revne og svejsning af en forstærkningsplade lavet af vinkelstål;
- langsgående revner eller en masse revner på den lodrette væg elimineres ved at skære det beskadigede område ud og svejse en rombeformet indsats;
Før montering af overlægget skal sømmen trimmes i plan med basismetallet.
Hvis det ikke er muligt at koge roden, er det bedre ikke at tage op på svejsningen af rammer.
- Første pas rod kog: nuværende 100 A tråd Sv08 1,2 mm gasblanding Ap + CO2 20 % korte ruller fra venstre mod højre på tværs af revnen med afbrydelse af buen og uden overophedning af metallet, men med dannelse af en omvendt rulle.
- Anden og tredje gennemløbsstrøm 110 A nøjagtig det samme, men rullerne skal være tynde og overlappe hinanden.
- Fjerde gennemløbsstrøm 120 A en rulle i hele rillens bredde med en let tilgang til basismetallet, rullerne er tætte, og afhængigt af varmetabet kan det være en kontinuerlig søm, men uden at overophede metallet (3-5 ruller og afbrydelse af buen).
- Den femte rulle overlapper i hver retning, minimum tilberedes på samme måde, men uden at afbryde buen. Sømmen er bred, konveks og ret jævn.
Den lodrette koges kun fra top til bund. Hvis klienten beder om at skjule sporene af svejsning, så er den femte rulle ikke kogt.
Hvert tilfælde af rammesvejsning er meget individuelt.
Store sømme bør ikke koges ad gangen, da metallet i den varmepåvirkede zone hærder og bliver skørt, når det deformeres.
På billedet er rammen allerede lavet, sømmen er ulækker. Jeg var nødt til at lave det om.
Sømme blev skåret i 90 grader, hvor VIN var, skulle der bores huller, dette for at aflaste, så en del af revnen kan ikke svejses, og hvis man ikke laver huller, så af metalspænding, vil revnen gå tilbage til svejsning.
Sømmene blev svejset ved hjælp af teknologien ovenfor.
I den reparation, der er angivet ovenfor, var puden ikke påkrævet. En ekstra svejsesøm er ikke godt for strukturen. Puderne bruges i tilfælde af at du skal forstærke rammen, hvor metallet er træt, og der er mange lodrette revner. Det er bedre at svejse diamant- eller elliptiske overlejringer i stedet for at overlappe.
Til foringer og lapper skal du tage det samme stål, som rammen er lavet af.
her er min gren, hvor jeg reparerede rammen.
min bil kører på daglig basis nu.
alt fungerer godt der er ingen kommentarer til reparation af rammen.
Det er en god idé at pakke den gamle ramme ind med en ny, der passer.
du skal stadig starte sådan en reparation med sandblæsning
gud hjælpe.
Fig-se, hvilken ramme skal du være opmærksom på? Hvilken er tættest på "os", eller hvilken er alle i romber? Hvordan savner Kyzya sådan noget?
Fig-se, hvilken ramme skal du være opmærksom på? Hvilken er tættest på "os", eller hvilken er alle i romber? Hvordan savner Kyzya sådan noget?
Ja, om ZIL, jeg er også interesseret?
den der er tættere på, jeg solgte dem et halvt snit, de splejser den med halen (forresten, den er fra zil).
og her er de sidste billeder af min zilka
[CITAT = Dzenz; 1151760895] Rammen knækkede på begge sider. Brækket ved fastgørelsespunktet på de bagerste stiger. Jeg ledte efter noget lignende på forummet fandt det ikke.
Leder du efter råd om, hvordan BEDST brygges?
Kan nogen hjælpe med et materiale?
Jeg ville være taknemmelig for ethvert brugbart råd.
Rammen på Ural-biler af spar-typen består af to sparre, som er forbundet med seks tværstænger og en frontkofanger.
Rammens sidevanger er smedede, fremstillet af variabel profilplade, forstærket i midten og bagpå. Trækkroge er monteret foran på rammen til bugsering af køretøjet. I den bagerste del af rammen er der monteret en trækanordning i tværbjælken, udstyret med en dobbeltvirkende fjeder, som blødgør stødbelastningerne på rammen ved kørsel med anhænger.
Rammerne på Ural-377, -375Н, -377С, -375СН køretøjer har balanceringsbeslag, der er forkortet i højden, hvilket reducerer platformens læssehøjde med 44 mm.
Sættevognstraktorernes stel er afkortet bagtil og har to stive trækkroge i stedet for en trækanordning. Til vedligeholdelse og beskyttelse mod muddersprøjt er der installeret platforme på lastbiltraktorernes rammer.
Chassisrammen på Ural-375A-bilen er i modsætning til Ural-375D-bilens ramme forlænget med 335 mm bagtil.
Vedligeholdelse af rammen består i at kontrollere dens geometriske form, boltede og nitte forbindelser.
Kvaliteten af nittesamlingen kontrolleres ved at banke på nitterne med en hammer. Løse nitter bør udskiftes med nye eller bolte og møtrikker.Ved reparation af en nittesamling i tilfælde af slidte nittehuller (mere end 15 ° / o / nominel diameter), svejs hullerne og bor nye efter markering.
Afbøjninger og forvrængninger af rammen bestemmes ved inspektion, samt ved kontrol ved hjælp af linealer og skabeloner.
Rammens geometriske design kontrolleres ved at måle den op til diagonalen i separate sektioner. Forskellen mellem hver to diagonale dimensioner af samme navn (B, C, D, D, E) bør ikke overstige 5 mm.
Forskellen i bredden af rammens for- og bagende bør ikke være mere end 4 mm.
Rediger rammen, når den er kold.
Vedligeholdelse af trækanordningen består i at smøre og rense den for snavs, at spænde boltene, der fastgør trækanordningens tværstang til rammen, i at kontrollere den sideværts frigang af krogen i styrebøsningerne. Trækkrogsmøtrikken skal spændes til en position, der forhindrer aksial bevægelse af krogen. I dette tilfælde skal krogen rotere frit med hånden.
Ris. 1. Ramme:
1 - frontbuffer; 2 - trækkroge; 3 — højre sparre; 4 - det første tværelement; 5 - beslag til førerhuset og støddæmperen; 6 - forstærkere af spars; 7 - tværstykke af den ekstra transmissionsstøtte; 8 - kabinebeslag; 9 - anden tværstang; 10 - tredje tværstang; 11 - fjerde tværstang; 12 — femte tværstykke; 13 - sjette tværstang; 14 - tilbage buffere; 15 - tværstykke af bugseringsanordningen; 16 - balancer beslag; 17 - frontfjeder bagbeslag; 18 - venstre sparre; 19 - frontbeslag af en frontfjeder
Ris. 2. Trækanordning:
1 - møtrik; 2 - vaskemaskine; 3 — Tværstang på slæbeanordningen; 4 — ærme; 5 - fjeder; 6 - trækkrogens tværstykke; 7 - bolt; 8 - låsehund; 9 - hundens akse; 10 - lås; 11 - kæde; 12 - finger; 13 - trækkrog; 14 - forstærkningsplade
Ris. 3. Kontrol af rammens geometri
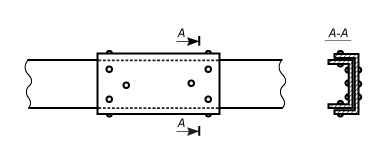
Afhængig af kvaliteten af svejsearbejdet er reparationen af sidevangerne en foranstaltning, der sikrer køretøjets kilometertal, før den reparerede ramme udskiftes med en ny. Hvis der konstateres revner i rammens sidevanger, udføres følgende arbejde.
For enden af revnen bores et gennemgående hul med en diameter på 3-5 mm. Skær en rille til svejsning langs hele længden af revnen på begge sider af rundsektionen til en dybde på 4 mm i en vinkel på 90 °. Påfør svejsesømmen fra det borede hul til enden af revnen. Glat sømmen på indersiden af det langsgående element, indtil forstærkningsstrimlen sidder tæt. På indersiden af den svejsede revne skal du installere en forstærkningsplade med en kanalsektion, som placerer den symmetrisk i forhold til revnen. Svejs kun forstærkningsplader med langsgående sømme. Materialet i de forstærkende foringer er en 6-8 mm tyk blød stålplade.
Ris. 4. Installationssted for forstærkningspuder ved reparation af tværbjælke nr. 2:
1 — mulige steder med revner; 2 - forstærkningsstrimmel
På biler fremstillet før 1972 var den øverste og nederste del af tværstang nr. 2 forbundet med nitter. Hvis der findes en revne på bundpladen af tværbjælke nr. 2, er det nødvendigt at bore et hul med en diameter på 3-5 mm for enden af revnen og installere en bolt-on pude. Til fastgørelse af foringerne kan du bruge de eksisterende nittehuller eller bore ekstra huller Ø 11 mm til bolte Ø 10 mm.
Materialet i foringen er en 5-8 mm tyk plade af blødt stål.
Hvis der findes revner på skoene på tværbjælke nr. 2, der passerer gennem de yderste nitter til fastgørelse til sidebjælken, er det nødvendigt at skære otte ekstreme nitter ned og bore gennem huller 0,15 mm i en afstand af 50 mm fra skære nitter. Bor enden af revnerne på skoene med 0 3-5 mm, svejs revnerne. Fastgør tværbjælken til sidevangerne gennem forstærkningspuder med M14X 1,5X40 bolte, M14X 1,5X11 møtrikker, 14,2X23,2X4,5 skiver. Materialet i den forstærkende foring kan være en stålplade 5-8 mm tyk. De omtrentlige mål på foringen er 90X32.
Ris. 5. Installationssteder for forstærkningspuder ved reparation af sko af tværbjælke nr. 2:
1 - mulige revner i skoen; 2 - forstærkningsstrimmel
Ved reparation af karmsidevanger og tværvanger nr. 2 anbefales det at bruge elektroder af typerne E42A, E46A, E50A med en stangdiameter på 3 til 5 mm. Efter reparationer males rammen.
Et af de karakteristiske tegn, der indikerer behovet for at adskille og justere gearkassen, er øget støj, når køretøjet er i bevægelse. Årsager til øget støj:
- forskydning af kontaktfladen i indgrebet af de koniske gear som følge af en krænkelse af justeringen af de koniske lejer;
- fastklemning og afhugning af tandhjulstænder, slid på lejer, samt utilstrækkelig oliestand i akselhuset.
fastgørelse og rul vognen ud under bilen.
Fremgangsmåden for afmontering af den midterste (bageste) drivaksel er som følger.
Placer køretøjet på inspektionsgrøften. Luk hjulkranerne (kun for Ural-4320 og 4420).
Løsn møtrikkerne, der fastgør hjulene på den aksel, der skal demonteres, fjern beskyttelsesdækslerne og afmonter lufttilførselsslangerne fra hjulventilerne.
Tøm smøremidlet fra akselhuset.
Hæv bagenden af køretøjet og anbring et stativ under den bageste ende af rammen. Skru hjulmøtrikkerne af og fjern hjulene. Installer og fastgør enheden (fig. 1).
Spred bremseklodserne ved hjælp af de justerende excentrikker og forhindrer derved, at akselbjælken drejer under efterfølgende demonteringsoperationer.
Fjern propelakslen på midterakseldrevet (bagaksel), frakobl bremsernes slanger og ledninger, tætningssystemet (kun for Ural-4320 og 4420) og dækpumpesystemet.
Frakobl det øverste momentstangbeslag fra akselbjælken, afmonter og fjern de nederste momentstænger.
Rul monteringsvognen under broen, og efter at have fjernet hele brobjælken, sænk den ned på vognen ved hjælp af værktøjet.
Frakobl værktøjet og rul vognen ud med den drivende midterste (bageste) aksel fra under køretøjet.
Ved afmontering af forakslen skal du udføre forberedende arbejde svarende til dem, der er beskrevet ovenfor. Derudover er det nødvendigt at afbryde styreleddets bipod fra det venstre styrehåndtag, den hydrauliske booster fra det højre styrehåndtag.
Frakobl og fjern de nederste støddæmperhoveder fra beslagene.
Brug den installerede og faste anordning, hæv akslen, og fjern klemmerne til fastgørelse af de forreste fjedre ved at skrue stigernes møtrikker af.
Sænk den forreste drivaksel ned på bogie.
Gearkassen på forakslen må, i modsætning til gearkassen på den midterste (bageste) aksel, først afmonteres, efter at akselsamlingen er blevet fjernet fra køretøjet.
Placer den afmonterede foraksel på stativerne. Frakobl styreled, bremseslanger og tætningssystemer.
Skru møtrikkerne af, der fastgør kugleleddene.
Brug en spudger til at fjerne knoenhederne ved hjælp af rillerne i kugleledsflangerne.
Fjern sidedækslet 35 (se fig. 2) på gearkassesamlingen med olieindløbstilslutningen 25, og skru boltene og møtrikkerne af, der fastgør gearhuset, inklusive to bolte placeret inde i krumtaphuset.
Fjern gearkassen fra akselhuset ved hjælp af en løfteanordning.
Medium (bag) akselreduktion Brug et værktøj til at demontere direkte fra køretøjet, der er installeret på inspektionsgrøften, for at gøre dette, luk hjulventilerne, fjern beskyttelsesdækslerne og afbryd lufttilførselsslangerne fra hjulventilerne.
Tøm smøremidlet fra akselhuset. Skru boltene, der fastgør navkapperne, af, skru lufttilførselsbeslagene af akselakslerne og fjern navkapperne sammen med tætninger og lufttilførselsslanger. Fjern derefter akselakslerne ved hjælp af en aftrækker.
Udvalget af udført arbejde og deres kompleksitet. Demontering af Ural-4320-bilen i enheder. Reparation af teknologisk proces. Rationel rækkefølge af operationer. Beregning af hovedudstyret. Beregning af behovet for energiressourcer.
Studerende, kandidatstuderende, unge forskere, der bruger videnbasen i deres studier og arbejde, vil være dig meget taknemmelig.
opslået på
Arbejdsproduktivitet, omkostningsreduktion og forbedring af kvaliteten af bilreparationer afhænger i høj grad af de organisatoriske metoder til eftersyn af biler. I reparationsindustrien er der individuelle, nodal- og flowmetoder til eftersyn. Valget af metode afhænger af antallet, designfunktionerne og ensartetheden af maskiner samt af reparationsfirmaets tekniske udstyr.
I betragtning af, at væksten i arbejdsproduktiviteten afhænger af niveauet for mekanisering og automatisering af produktionsprocesser, er en af hovedopgaverne derfor den maksimale indretning af hver arbejdsplads, post med et sæt teknologisk udstyr, værktøjer og enheder.
Af stor betydning for at øge arbejdsproduktiviteten under vedligeholdelse og reparation og sikre deres kvalitet er den udbredte introduktion af den videnskabelige organisering af arbejdskraft (NOT) i produktionen. Sidstnævnte omfatter en lang række tiltag, herunder forbedring af organisering og vedligeholdelse af arbejdspladser, forbedring af teknikker, metoder og rationering af arbejdskraft, skabelse af gunstige sanitære, hygiejniske og æstetiske arbejdsforhold mv.
Formålet med mit kursusprojekt er at designe en afdeling til adskillelse af maskiner til enheder i en afdeling.
Projektets mål er at beregne hyppigheden af vedligeholdelsen; bestemmelse: antallet af tjenester pr. år, den tekniske beredskabskoefficient, det daglige program for biler; fordeling af arbejdsintensitet til vedligeholdelse og reparation af køretøjer og selvbetjening af virksomheden; fordeling af arbejdsintensitet; beregning af antallet af arbejdere; udvælgelse af teknologisk udstyr; afdelingsindretning mv.
Projekteret afdeling adskillelse af biler i enheder på et bilreparationsanlæg er beregnet til adskillelse af URAL-4320-køretøjet i enheder for at sende dem til deres afdelinger til reparation.
Denne afdeling er en del af demonterings- og montageværkstedet. Det er planlagt at organisere den teknologiske proces med adskillelse af maskiner i enheder.
- Organisering af arbejdernes arbejde, klarhed i produktionsstyringen (om der er tab af arbejdstid, analyser hvorfor);
- Overholdelse af arbejdsdisciplin på anlægget;
- Behovet for at erstatte forældet teknologisk udstyr;
- Tilgængelighed af et tilstrækkeligt område af afdelingen (zonen) til at udføre arbejdets omfang;
- Nødvendighed og mulighed for mekanisering af arbejdskrævende arbejde, udelukkelse af manuelt arbejde;
- Overholdelse af det eksisterende arrangement af udstyr med kravene i den videnskabelige organisation af arbejdskraft;
- Krav til tilstanden af ventilation, belysning, brandslukningsudstyr;
- Tilgængelighed af den nødvendige dokumentation (teknologiske kort mv.).
Ural-4320 - dobbelt terrængående lastbilmed et hjularrangement på 6 Ch6, fremstillet på Ural Automobile Plant i Miass (Rusland), inklusive til brug i de væbnede styrker i familien af forenede hærkøretøjer "Susha" indtil 1998.
Ural-4320 er designet til at transportere varer, mennesker og trailere på alle typer veje. Den har betydelige fordele i forhold til lignende køretøjer: den overvinder let sumpede områder, vadesteder op til 1,5 m, grøfter op til 2 m, grøfter, stiger op til 60 ‰. I 1986 blev der produceret mere end en million lastbiler. I dag produceres Ural med en dieselmotor på 230/300 hk (Euro-2).
Oprindeligt var Ural-4320 udstyret med en KamAZ-740-motor, men som et resultat af en brand på KamAZ-motorfabrikken i 1993 stoppede leverancerne af denne motor, og YaMZ-236- og YaMZ-238-motorerne fra Yaroslavl Motor Plant begyndte at blive brugt. Oprindeligt adskilte modifikationer med en YaMZ-238-motor sig udad med et længere motorrum, og biler med en YaMZ-236-motor beholdt samme motorrum som i biler med en KAMAZ-740-motor (forskellen er, at biler med YaMZ-236 har et luftfilter på højre fløj). Siden midten af 2000'erne er alle biler, uanset motormodel, blevet produceret med udvidet motorrum.
Siden midten af 1990'erne er en bred kofanger med forlygter dukket op på Ural-4320 og Ural-5557, og plastikpropper er dukket op i vingerne, ved de gamle forlygtefastgørelsespunkter. Dog udelukkende til Forsvarsministeriets behov, efter særlig ordre, indtil nu [hvornår?] Leveres der biler med en smal kofanger og forlygter i skærmene.
Siden 2009 er der installeret en ny kabine med glasfiber front empennage på biler i serien.
12-14 t med lavprofils brede dæk med justerbar hjulpumpe, hvilket øger køretøjets permeabilitet markant;
Arbejdet udføres på grundlag af LLC TPK "Ural-MAIR" i byen Miass. Virksomheden er engageret i implementeringen af følgende arbejde for at forbedre og optimere Ural-køretøjet.
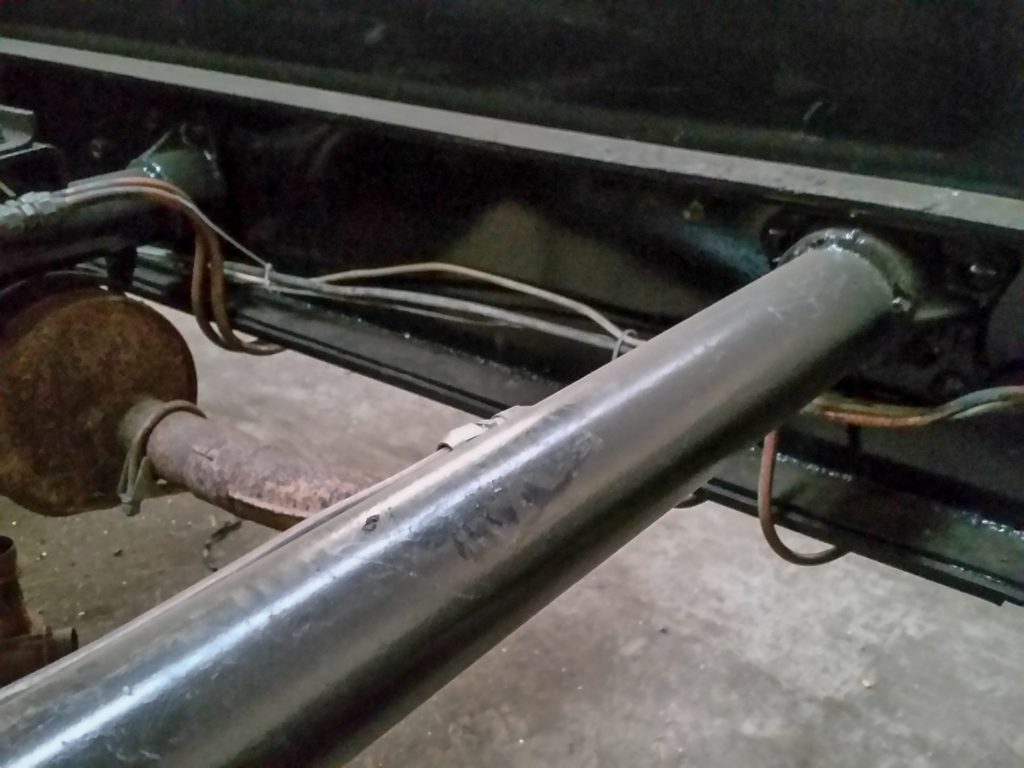
- fjernelse af lyddæmperen fremad;
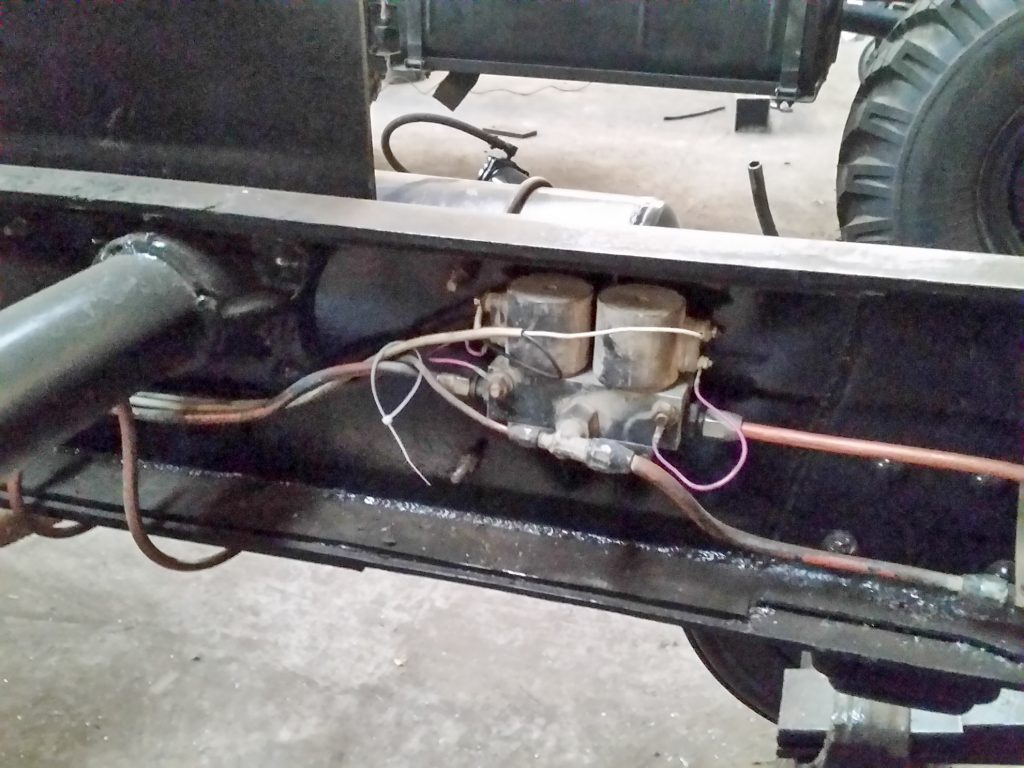
- afskærmning af elektriske ledninger;
- forstærkning af væggene i bilens benzintank med side- og bundsidebeskyttelse;
- installation af blinkende beacons på maskinen.
- Ekstern udløserstik;
- OV-95;
- OV-65;
- plan 3,5 kW;
- O-31 (5 kW);
- installation af en elektrisk forvarmer fra 220 volt.
- installation af en speciel underramme under sadlen;
- opvarmning af brændstofledninger;
- varmeforsyning til varmefiltre FTO, FGO;
- isolering og opvarmning af batteriet;
- opvarmet alle sæder i bilen;
- opvarmede spejle;
- fjernelse af lyddæmpersystemet,
- isolering af kabinen med penofol;
- installation af termoruder kabiner;
- interiør / kabine isolering med filt;
- salg af isolerede sædebetræk.
- installation af en bageste underkøringsbeskyttelsesanordning;
- fjernelse af lyddæmperen op;
- isolering af kabinen / kabinen med en sovepose med penofol;
- opvarmning af brændstofindtaget;
- installation af et nedre slæbesystem;
- revision, forlængelse og styrkelse af rammen;
- installation af en ekstra brændstoftank (200, 300 eller 500 liter).
Du kan finde en komplet liste over typer forbedringer og priser for dem i prisliste.
-Reparation af URALA-4320 drivaksler.
-Reparation af transferkassen.
Ural køretøjer (6x6) med dieselmotorer YaMZ-236M2 og YaMZ-
238M2 JSC "Avtodiesel" Yaroslavl, tre-sæders helmetal førerhus,
placeret bag motoren, designet til at transportere varer, mennesker og
trække anhængere på alle typer veje og terræn. Grundmodeller
er multifunktionskøretøjer Ural-4320-10 (fig. 1) og Ural-
4320-31 (fig. 2), skabt ved at modernisere Ural-4320 køretøjet, hvor bindestregerne
- 10 og 31 (30) viser motormodellen (YaMZ-236M2 eller YaMZ-238M2
henholdsvis) installeret på køretøjet.
Ural-4320-10 og Ural-4320-31 køretøjer overholder TU-kravene
37.165.223-93 "Ural-4320-10 multifunktionskøretøj og dets
modifikationer ", TU 37.165.246-94" bil Ural-4320-31 multifunktionel
formål og dets ændring”.
Ressource før det første eftersyn under den første kategori af forhold
drift i henhold til ”Forskrift om vedligeholdelse og
reparation af rullende materiel til vejtransport”, med forbehold for overholdelse
af alle reglerne i betjeningsvejledningen må ikke være mindre end:
- til biler Ural-4320-10, Ural-4320-31 og deres modifikationer
- til Ural-44202-0311-31 bilen - 200.000 km.
I den angivne periode er udskiftning af komponenter og samlinger tilladt,
bestået det etablerede kilometertal, såvel som købte produkter, hvis ressource,
etableret af leverandørvirksomhedernes tekniske dokumentation og
standarder, mindre køretøjsressource.
Produktets levetid er 10 år, ikke mindre.
Ural-køretøjer er designet til at fungere ved temperaturer
omgivende luft i området fra plus 50 til minus 45 ° С (kortvarig
På grundlag af Ural-4320-31 og Ural-4320-10 produceres køretøjer
- Ural-43202-0351-31 køretøj til almindelige transportformål med
- lastbiltraktorer Ural-4420-10 og Ural-4420-31 er designet til
trække specielle sættevogne på alle typer veje og terræn;
- Ural-44202-0311-31 lastbiltraktoren er designet til bugsering
sættevogne på alle typer veje;
- Ural-44202-0612-30 lastbiltraktoren er designet til bugsering
sættevogne på flyvepladser og flade områder;
- bil Ural-4320-0911-30 med en øget base er designet til
transport af varer og mennesker på alle typer veje og terræn;
- biler Ural-4320-0611-10 og Ural-4320-0611-31 med træ
platform og markise er designet til godstransport.
1.Bekendtskab med virksomheden.(Federal State Unitary Enterprise af Den Russiske Føderations Forsvarsministerium. Veliky Novgorod. Pankovka-bosættelsen) Bestået sikkerhedsinstruktioner (bilag 1) Fik til opgave at reparere Ural-bilen.
Reparation af førende broer URALA-4320,
Køretøjets drivaksler gennem passagetypen, med det øverste arrangement
Akslens hovedgear er dobbelt, består af et par koniske gear 1 og
14 (fig. 39) med spiralformede tænder og et par cylindriske tandhjul 4 og 32 med spiralformede tænder. Et symmetrisk vinkeldifferentiale med fire satellitter er boltet til det drevne cylindriske tandhjul.
Afhængig af de tekniske krav til bilen, de vigtigste gear
have gearforhold på 7,32; 6,7; 8.9 og 8.05
1-vinkeldrevet gear; 2,23-cylindriske rullelejer; 3-
hoved gearkasse; 4-pinion cylindrisk drivning; 5-glas lejer;
6-koniske rulleleje; 7,8,12-justerende pakninger; 9-cover
lejeskåle; 10-flange af mellemakseldrevet; 11-manchet; 13-glas
lejer af de førende koniske gear; 14-keget gear; 15-
åndedræt; 16-aksel af drivhjulet; 17-pakning; 18-flange på bagakseldrevet;
19-flange møtrik; 20-baglejedæksel; 21-afstandshylster; 22-cover
forreste lejer; 24-justerende skive; 25-møtrik; 26-lås skive; 27-
låseskive; 28-låsemøtrik; 29-halvaksial gear; 30-satellit differentiale;
31-differentialtværstykke; 32-gears drevet cylindrisk; 33-skive
support; 34-differentiale lejedæksel; 35-plade låsning; 36-plade
låse; 37-møtrik justere differentiale leje; 38 kopper
differential; 39-krumtaphusdæksel; I-for forakslen; II-til bagakslen.
Hovedgearene på for- og bagakslen adskiller sig fra hovedgearene.
transmission af midteraksel med drivflanger.
Den midterste (bageste) førende aksel (fig. 4):
1-manchetter til lufttilførsel; 2-cylindret hjul; 3-tromlebremse; 4-halvakse;
5-fjedret støttebeslag; 6-krumtaphusdæksel; 7,9-pakninger; 8-gears hoved;
10-akslet hus; 11-drænprop; 12-stik kontrol; 13-akslet akselhus.
Foraksel bil førende, kontrolleret.
momentet til de forreste drivhjul overføres gennem akselakslerne og led med samme vinkelhastighed.
Kør til de styrede hjul på den forreste drivaksel (fig. 5):
1-slange til lufttilførsel; 2-lås skive; 3-lås skive; 4-låsemøtrik;
5-hjulslejemøtrik; 6-benet; 7-sidet luftindtag; 8-cover
hjulnav; 9-halvakse ydre; 10-blok manchetter; 11,17,19-pakninger
forsegling; 12-lejet; 13-hub; 14-cylindret hjulbremse; 15-
bremse tromle; 16-kaliber bremse; 18-bold støtte; 20-halvakse, indvendig;
21-akslet akselhus; 22-næve hængsel; 23-skive hængsel; 24-stik han
halve skafter; 25-benet; 26-reflektor; 27-manchet.
.Ved reparation af drivaksler der bruges olier
i henhold til kortet over smøremidler og arbejdsvæsker, og yderligere opretholde det nødvendige niveau i krumtaphusene. For at udskifte fedtet i forakslens halvakselhængsler skal du fjerne hjulet, bremsetromlen med nav, kaliber, drejetap. Vi fjerner fedtet og vasker delene af samlingen med konstant hastighed.
Hvis det er nødvendigt at afmontere kugleleddet fra forakselhuset
brug aftrækkerbolte. For at gøre dette installerer vi dem i de gevindskårne huller i kugleledsflangen, og ved at dreje dem jævnt fjerner vi kugleleddets hale fra indgreb med akselakselhuset.
Leddet med konstant hastighed (fig. 6):
1-stik; 2-næve; 3-skive; 4-halvakse indvendig.
Juster slutdrevet i følgende rækkefølge:
1. Installer hovedgearet i enheden, fjern differentialet
og flanger.Fjern boltene, der fastgør lejeskålen på det koniske gear. Tag tandhjulsakslen ud med et glas og et tandhjul. Placer tandhjulet i en skruestik, og tag fat i ringhjulet. Skru boltene, der holder dækslet fast, og fjern det. Lås låsemøtrikken op og sluk for den. Fjern låsen og låseskiverne. Spænd møtrikken med et moment på 50-500 N.m (45-50 kgf.m).
Installer indikatorarmaturen og bestem mellemrummet i
briars. Hvis der ikke er et mellemrum efter tilspænding af møtrikken, skal du justere
koplejer er påkrævet.
Beregn mængden af reduktion i tykkelsen af shim 24
(se figur 3) (frigang plus 0,03-0,05 mm forspænding).
Skru møtrikken af, fjern lejet og shim. Slib (eller vælg) skiven til den påkrævede størrelse, installer skiven og saml lejesamlingen af det drevne vinkelgear. Møtrikkernes tilspændingsmoment er 450-500 N.m (45-50 kgf.m). Lås låsemøtrikken ved at bøje skiven til en af dens kanter. Det drejningsmoment, der kræves for at dreje det forreste koniske gear i lejerne, skal være 0,6-1,4 N.m (0,06-0,14 kgf.m). Dynamometer kraft
når ledningen afvikles fra glassets overflade - 7,5-17,5 N (0,75-1,75 kgf) (fig. 7)
koniske drivlejer
2. Juster drevets lejeforspænding
cylindrisk gear. Juster lejerne ved at vælge en pakke af pakninger 8 (se figur 3) under dækslet 9 på koppen 5. Det drejningsmoment, der kræves for at dreje mellemakslen, skal være 0,9-1,5 N.m (0,09-0,15 kgf.m) ...
3. Installer glasset med det forreste vinkelgear i hovedhuset.
noah transmission. Spænd skålens monteringsbolte til et moment på 60-80 N (6-8 kgf).
Kontroller, at de koniske tandhjul er korrekt indkoblet på malingen. Længde
fordybningen skal være mindst 60 % af tandlængden.
4. Installer differentialet og juster differentialets lejer
ferential. Spænd boltene på differentialelejehætterne til et moment på 250-320 N.m (25-32 kgf.m). Juster differentialelejerne med møtrikker 37 (se fig. 3). Efter tilspænding af møtrikkerne skal afstanden mellem differentiallejekapperne øges med 0,04-0,14 mm. Mens du justerer, drej differentialet for at installere rullerne i lejerne. Fælgen på det drevne cylindriske tandhjul skal være anbragt symmetrisk i forhold til drivhjulets fælg.
Derefter, efter at have repareret broen, installerer vi den på et teststativ (stativet blev udviklet på samme anlæg)
URAL 4320 har en fem-trins, mekanisk, tre-akslet, tre-vejs gearkasse med to inertisynkronisatorer. Det første bakgear skiftes med en tandkobling. Kassen styres mekanisk med et håndtag.
Vedligeholdelse og reparation af variable gearkasser. Inkluderer - justering og smøring af gearskiftedrev, skift af olie og kontrol af dets niveau i krumtaphuset, kontrol af tætheden af det pneumatiske drev, udskiftning af slidte synkronisatorer og gear.
8,5 liter olie hældes i URAL 4320-bilen. Det anbefales at tanke Tsp-15k gearolie til biler.
Boksen er testet på standen. (Stativet er udviklet på samme fabrik.)
3. Reparation af transferkasse.
Overførselskasse (fig. 8) mekanisk, to-trins, med ubalanceret
| Video (klik for at afspille). |
metrisk centerdifferentiale, monteret på bilrammen på fire gummipuder Et planetarisk differentiale med fire satellitter, sol 30 og 29 gear. Momentet fra solgearet 30 overføres til forakslens drivaksel 35 og fra ringhjulet 29 til bagakslens drivaksel 21.














