I detaljer: gør-det-selv stempelpar reparation fra en rigtig mester til webstedet my.housecope.com.
Anvendelse: restaurering af slidte overflader på præcisionsdele, såsom stempelpar af højtryksbrændstofpumper. Essensen af opfindelsen: lejeflader er dannet på et slidt stempel i form af cylindriske bånd, jævnt fordelt langs stempelaksen, og lukkede strimler langs omkredsen af de afskårne riller. Bredden af strimlerne og bælterne vælges inden for 3-4 mm med deres samlede areal på 46-56% af stempelarealet. Støttefladerne er dannet ved elektroerosiv aflejring af en to-lags belægning med plastisk deformation af overfladen af det første belægningslag, for eksempel slidbestandigt fra VK 8, før påføring af det andet lag af antifriktionsmateriale, for eksempel udført ved hjælp af en kobber-grafit elektrode, efter belægning, overlappes stemplet i en støbejernslapning med tilsætning af slibende pastaer. Det restaurerede par bruges i stedet for det nye. 1 syg.
Opfindelsen angår en fremgangsmåde til elektroerosiv restaurering af slidte overflader af præcisionsdele og kan anvendes til mekanik og reparation af maskiner til restaurering af stempelpar af højtryksbrændstofpumper (HPFP).
En kendt metode til genoprettelse af arbejdsprofilen af dele, der arbejder under forhold med ujævnt slid, ifølge hvilken et beskyttende lag foreløbigt påføres arbejdsfladen af delenes profil, hvis tykkelse er grænsen for den valgte elektroerosive tilstand ( udg. CCCP N 698746, klasse B 23 H 9/00, 1979).
Ulempen ved den kendte fremgangsmåde er, at den begrænsende lagtykkelse for den valgte elektroerosive tilstand er karakteriseret ved koncentrationen af defekter og resterende trækspændinger, hvilket er uønsket ved parring af dele af præcisionspar.
| Video (klik for at afspille). |
Tættest på den foreslåede tekniske løsning er en metode til genvinding af stempelpar, herunder dannelse af en lejeflade på stemplet i form af cylindriske remme med antifriktionsbelægning (red. St. N 1715864, C 21 D 1/78 , 1992).
Den kendte fremgangsmåde tilvejebringer ikke fuld genopretning af stempelparrets levetid og driftsparametre.
Opfindelsen er baseret på opgaven med at implementere en sådan fremgangsmåde, der ville øge ressourcen af stempelparret, intensivere processen med indkøring af parringsoverflader over tid ved at forbedre genopretningskvaliteten.
Problemet løses ved, at i fremgangsmåden til at genoprette et stempelpar, som omfatter dannelsen af en lejeflade på stemplet i form af cylindriske bånd med påføring af en anti-friktionsbelægning, ifølge opfindelsen cylindriske bånd placeres jævnt langs stempelaksen, og yderligere lejeflader er dannet i form af lukkede strimler langs omkredsen af de afskårne riller, mens bredden af strimlerne og cylindriske bånd vælges inden for 3-4 mm med deres samlede areal på 46-56% af stemplets overfladeareal, er de understøttende overflader dannet ved elektroerosionsaflejring af en tolagsbelægning med plastisk deformation af overfladen af det første belægningslag før påføring af den anden, antifriktion.
Fordelene ved den vedhæftede metode er, at påføringen af det nederste belægningslag af slidbestandigt materiale og det øverste af antifriktionsmateriale giver ikke kun høj slidstyrke, men også god lapning og indkøring; overfladeplastisk behandling af det nederste lag før påføring af det øverste sikrer god vedhæftning af laget til underlaget, ændring af indre trækspændinger til indre trykspændinger og ensartet fordeling af belægningslagets tykkelse.
Belægning i form af jævnt fordelte strimler og langs omkredsen af den afskårne rille giver dannelsen af mikrohulrum, der i deres formål svarer til labyrintforseglinger.
Værdierne af belægningsarealet inden for 46-56 % af det samlede genvindingsareal med en belægningsstrimmelbredde på 3-4 mm bestemmes af yderligere eksperimentelle undersøgelser og giver en tilstrækkelig størrelse af støttefladen og tætheden af stempelparret .
Tegningen viser en generel visning af stempelparret, restaureret ved den påberåbte metode. Stempelparret inkluderer: stempel 1, stempelbøsning 2, afskårne riller 3, aksialt hul i stempel 4, diametralt hul i stempel 5, indløbshul i bøsning 6, omløbshul i bøsning 7, stempelarbejdsfladebelægning bestående af nedre slid- modstandsdygtigt lag 8 og øvre antifriktionslag 9.
Et eksempel på en specifik implementering af metoden.
De slidte stempler på højtryksbrændstofpumper af KamAZ-740 dieselmotorer, fremstillet af stål ShKh15, var belagt med en slidbestandig belægning på steder over den afskårne rille, under den afskårne rille, langs kanterne af afskæringsrille med en slidstærk legeringselektrode lavet af VK8-materiale under følgende tilstande: strømstyrke I 0,8A, strømfrekvens f 200 Hz, dopingtid 
= 1 min/cm 2 med dannelsen af bredden af strimlerne af belægningen 3-4 mm og det samlede areal af den dannede belægning Fpokr. 46-56 % af stempelrestaureringsarealet med et ensartet arrangement af belægningsstrimler på overfladen, der skal restaureres.
Efter at belægningen er påført, behandles overfladerne af stemplet, der skal restaureres, med en speciel tre-rullet rulle med en rullekraft på 100 kgf. Genbelægningen af de samme områder udføres med en anti-friktionsdoping kobber-grafit elektrode i mode I 1,2A, f 200 Hz,
\u003d 1 min/cm 2 ..
Efter at have øget den ydre diameter af stemplet i sektionerne 8, 9, slibes det i en støbejernslap med tilsætning af slibepasta og derefter i forbindelse med stempelmuffen 2 med slibepasta. Derefter bruges det på denne måde restaurerede stempelpar i stedet for et nyt.
En undersøgelse for at bestemme afhængigheden af varigheden af driftstiden i timer af et genoprettet stempelpar og samtidig sikre operationel brændstofforsyning på bredden af strimlen af den dannede belægning blev udført på et specielt stativ STAR-12F til cyklisk brændstofforsyning med en levetid på mindst 2500 timer Resultaterne af undersøgelsen indikerer, at med bredden af den dannede strimmel giver belægninger på 3 mm eller mere stabil drift. Begrænsningen af den maksimale belægningsstrimmelbredde på 4 mm er bestemt af økonomisk gennemførlighed.
En undersøgelse for at bestemme afhængigheden af driftstiden i timer for et genoprettet stempelpar, samtidig med at en belægningsstrimmelbredde på 3-4 mm opretholdes og sikre operationel brændstofforsyning, afhængigt af forholdet mellem det samlede areal af den dannede belægning (Fcover) til stempelgenvindingsområdet (Fplung. ) blev udført på et specielt stativ STAR -12F til cyklisk brændstoftilførsel, samtidig med at det sikres en levetid på mindst 3000 timer Resultaterne af undersøgelser af restaurerede stempelpar bestemte den længste varighed af drift af et stempelpar med et samlet areal af den dannede belægning (Fcover) svarende til 46-56% af stempelgenvindingsarealet (Fstempel) med en bredde dannede belægningsstrimler på 3-4 mm med deres ensartede placering på den restaurerede overflade og overensstemmelse med ressourcen af et nyt stempelpar.
Fremgangsmåde til genoprettelse af et stempelpar, hvor dannelsen af en lejeflade på stemplet i form af cylindriske bånd indbefatter påføring af en antifriktionsbelægning, kendetegnet ved, at de cylindriske bånd er jævnt fordelt langs stempelaksen og danner yderligere lejeflader i form af lukkede strimler langs omkredsen af de afskårne riller, mens bredden af strimler og cylindriske remme vælges inden for 3-4 mm med deres samlede areal på 46 56% af stemplets overfladeareal , er de understøttende overflader dannet ved elektroerosionsaflejring af en tolagsbelægning med plastisk deformation af overfladen af det første belægningslag før påføring af den anden, antifriktion.

Lad os starte med det mindste, hvad er et stempel? Stemplet er en slags stempel, der er lavet i form af en cylinder, dens længde overstiger dens diameter. I dieselbiler og brændstofudstyr er de såkaldte stempelpar blevet udbredt. Stempelparret består af et stempel og en ærme.
Et stempelpar er en af hoveddelene i en højtryksbrændstofpumpe eller kort sagt en højtryksbrændstofpumpe. Højtryksbrændstofpumpen noterer og leverer den nødvendige portion brændstof på det rigtige tidspunkt til motoren. Den afgiver det også under et vist tryk og føres ind i motorcylindrene. For at undgå lækage af brændstof ved højt tryk gennem spalten mellem muffen og stemplet er spalten meget lille, kun 1-3 mikron. Stempler og muffer er lavet af højstyrkestål hærdet til høj styrke, hvilket resulterer i et nøjagtigt højkvalitetspar af dele, som ikke kan udskiftes separat.
For stempelpar er tilstedeværelsen af vand i dieselbrændstof ødelæggende, da når det kommer ind i spalten af præcisionsdele, brydes brændstoffilmen, der smører parret på gnidningsoverflader, og stemplet fungerer i nogen tid uden smøring. Som følge heraf dannes de såkaldte "beslaglæggelser" på overfladerne, som et resultat af hvilke de kiles. Nå, selve indtrængen af vand er kendt hvorfra, dette er dieselbrændstof af lav kvalitet, og vand bidrager også til korrosion af muffen og stemplet, dette fører til øjeblikkelig reparation af stempler.
Udover vand opstår der også ret ofte problemer som følge af, at mikroskopiske støvpartikler kommer ind i brændstoffet, det fungerer som et slibende værktøj og skader også stempelparret i pumpen. På grund af indtrængen af forskellige urenheder i stempelparrets mekanisme opstår der også fastklemning og afbrydelse af bilens pumpe og motor, alt dette fører til reparation.
Stempelpar af højtryksbrændstofpumper er en højpræcisionsmekanisme, og for at undgå dens fejl er det nødvendigt regelmæssigt at diagnosticere stempelparret og bruge brændstof af høj kvalitet.
For at diagnosticere et stempelpar af en højtryksbrændstofpumpe er det nødvendigt at have specialudstyr, der giver dig mulighed for at kontrollere graden af slid på et stempelpar, og først derefter, hvis det er nødvendigt, udskiftes det med et nyt. eller restaureret. Reparationen af et stempelpar består i fuldstændig restaurering af de geometriske parametre for ærmet og selve stemplet. Muffen er restaureret ved mekanisk bearbejdning. Stemplet repareres ved at påføre slidstærk hård krom på det. Selvstændigt i en garage uden udstyr, dvs. på en håndværksmæssig måde er det umuligt at reparere stempler.
Tilmeld dig en konto. Det er simpelt!
Allerede registreret? Log ind her.

Hej kære forumbrugere!
Spørgsmål/problem af denne art.
Hyundai Terracan 2.9 crdi, kølevæsken forsvandt, de kørte bilen til service, der er "specialister" (for at sige sandheden, byen er lille og specialister i
Vi har næsten ikke Hyundai) de sagde, at lækagen skyldtes pumpen, de udskiftede pumpen, vi kører ikke ofte i bil, så først efter et par måneder
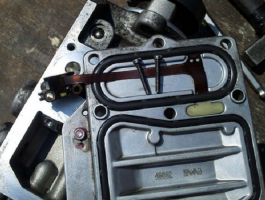
bemærket, at problemet ikke er løst og kølevæsken stadig forsvinder, og du skal fylde på. De kørte den til en anden service, de sagde, at lækagen kommer fra under "motorens frontdæksel", og det er nødvendigt at udskifte pakningen, som "klemmes ud / slidt fra tid til anden", de anbefalede at bestille et sæt og udskifte alt allerede (fordi, ifølge dem, sælges en pakning ikke separat), under hensyntagen til dette og det faktum, at tjenesten ikke ved, om det er nødvendigt at fjerne motoren (de har ikke udført et sådant arbejde endnu), har jeg følgende spørgsmål.
1. Skal jeg fjerne motoren for at udskifte denne pakning, "under motorens frontdæksel", eller kan den udskiftes uden at fjerne den?
Hvis jeg forstod det rigtigt, mesteren - som forklarede mig, "lukker" hun ligesom vinduerne i kølesystemet og er enten under eller omkring pumpen. - (Jeg købte en bil understøttet, senest, så jeg er svag i deres reparation og andre ting)
2. Er det muligt at købe og sælges en pakning separat?
Eller stadig købe et sæt og udskifte alt, eller tage et sæt og kun skifte det ene? - de anbefalede at købe det originale sæt, er det meget bedre end det "ikke-originale"?
3.Som jeg forstår det, er der stor sandsynlighed for, at den gamle pumpe er i orden og er fuldt funktionsdygtig, kan jeg på en eller anden måde bestemme dette ved visuel inspektion, eller bare spørge en specialist?
ps. På forhånd tak for svarene, hvis jeg på en eller anden måde har oprettet emnet forkert, eller i den forkerte sektion, undskylder jeg overfor administrationen og, hvis det er muligt, redigerer/flytter jeg til det rigtige.
ps2. På internettet, på anmodning om et låg, dukkede dette op, er det?
For første gang jeg skriver til forummet, beder jeg dig om at svare med en anmodning til den nye (ikke erfarne) ejer af Terrik og tilgive mig, at jeg ikke kender den tekniske del!
Problemet begyndte med ankomsten af varme, jeg hørte, at der var en ny lyd bag i bilen (først syndede jeg på gummiet), det viste sig ikke.
Jeg ankom til den officielle tjeneste, mesteren løftede bilen, sagde, at til udskiftning af akselaksellejerne, som jeg med succes bestilte ved hjælp af forummet (de nægtede at erstatte mig der, fordi de ikke kunne garantere kvaliteten af reparationen, siger, at de allerede havde brækket akselakslen)
Tilmeldt en afløser på et andet kontor. service, da de startede arbejdet, viste det sig at det ikke var aksellejer, men lejet til bagakslens (skaft) drivgear, de drejede kardanen med hænderne og mærkede et lejesvigt.
Så jeg vil gerne spørge dig, er du stødt på dette problem, og har du ret på tjenesten?
Hvis ja, fortæl mig, hvad der ændres parallelt med skaftlejet (LSD-bro), hvad er delnumrene.
Vedhæftet er stempelmærket og pakningsreparationssættet til min 4JG2. Venstre spray. Mesterne sagde, at Surf, Deliki ville passe mig. Sådan gik det faktisk ikke.
Skal selve skaftet smøres med goya-pasta og gå rundt om det?
Der er 5 stempler til denne motor i butikken. Jeg blev rådet til at tage den gamle med og hente den. Den til delikatesse, surf, bighorn 9600, så stigende 10800, 12000. Mine dyreste 14500 rubler. Fra Japan vurderede de det i henhold til pladen (i en anden butik) - 9600 rubler. Men jeg blev forvirret, da sælgeren sagde, at de er ens på alle 4JG2.
Hvad er Goya Pasta? Dræb stemplet. Betro denne forretning til håndværkere med et normalt stativ, jeg fraråder at klatre selv. Der er bestemt ingen håndværkere i Yuzhno-Sakhalinsk. Stempelpar sælges allerede malet i den rigtige størrelse - pastaen vil kun øge mellemrummet, trykket falder, og dampen går til skraldespanden. For eksempel, ved en brors tjeneste, inden montering, vaskes pumpen og dampen grundigt, alle gummibånd og kobberskiver i pumpen udskiftes (ja, de er engangs), pakdåsen, derefter "jager" den samlede pumpe. i nogen tid på stativet, trykket måles, start “brændstofdosis”, justering foretages osv. etc.
Og prisskiltet er omkring 7-10 rubler for alt. Jeg kørte bilen om morgenen, hentede den om eftermiddagen - de vil fjerne / installere pumpen, skifte stemplet, justere det som et urværk, hvis det er nødvendigt - udskifte tandremmen, hovedpakninger, tjekke injektorerne, udskifte sprøjterne (i det væsentlige er alt mod et ekstra gebyr). Et stempelpar er inkluderet i disse penge (indvundet med krom fra en lignende pumpe, og uanset hvad modstanderne af denne metode siger - jeg skøjtede selv på det i 4 år, og jeg tænker ikke engang at klatre ind i pumpen, for en måned siden Jeg har lige skiftet gummibåndene, fordi ringen på aftrækkeren var slidt og pumpen begyndte at lække - 30 minutters drift).
PS: Det vigtigste er at skifte filteret i tide og ikke oversvømme solariet af ukendt oprindelse.
Teknologisk proces reparation af stempelpar kemisk fornikling omfatter følgende operationer:
- vask, kontrol og sortering af dele;
- mekanisk bearbejdning af stempler og muffer;
- kemisk fornikling af stempler;
- behandling af stempler efter forlængelse;
- udvælgelse og gensidig slibning af dele;
- kontrol og accept af damp.
Vask, kontrol og sortering af stempelpar. Kontrol og sortering af stempelpar består i en ekstern inspektion af dele og en tæthedstest. Der skal lægges særlig vægt på påvisning af korrosion. Hvis der findes spor af korrosion eller langsgående ridser, repareres delene.Stempelpar med en glat arbejdsoverflade testes for tæthed. Stempelpar, hvis tæthed er mindre end normen, demonter; stempler og muffer sendes til reparation.
Stempelbearbejdning. For at give arbejdsfladen den korrekte geometriske form, samt for at fjerne slag og risici, udsættes delene for mekanisk bearbejdning (foreløbig og efterbehandling). Foreløbig lapning af stemplernes arbejdsflade med støbejernslapning udføres på en speciel efterbehandlingshoved eller drejebænk.
Muffebearbejdning. Bearbejdning af ærmer omfatter følgende operationer:
- foreløbig lapning af hullet;
- fine lappehuller;
- lapning af endefladen;
- kontrol og sortering af dele i grupper.
Kemisk fornikling af stempler. Stemplets overflader, der ikke er udsat for kemisk fornikling, dækkes med et tyndt og kontinuerligt lag PVC-lak og tørres i en ovn ved en temperatur på 30-40 ° C. For at sikre god vedhæftning af legeringen skal overfladen på delen er omhyggeligt affedtet med benzin og kalcium-magnesiumkalk.
Behandling efter forlængelse. Om nødvendigt slibes delene for at give arbejdsfladen en mere regelmæssig geometrisk form. Skødet skal bevæge sig frit langs stemplets akse ved 150-200 rpm af delen. Ved forarbejdning anbefales det at bruge en tynd GOI-pasta. Efter en grundig vask i benzin måles delene og sorteres i grupper efter størrelsen af diametrene på arbejdsfladerne med et interval på 2 mikron.
Udvælgelse og gensidig slibning. Efter den endelige bearbejdning vælges stemplerne og justeres til ærmerne. Stemplet skal gå ind i ærmet omtrent i længden af arbejdsremmen. Gensidig slibning af dele udføres ved 150-200 rpm af spindlen. I dette tilfælde bruges en tynd GOI-pasta eller aluminiumoxid. Flyt ærmet langs stemplet jævnt uden tryk. Slutningen af efterbehandlingen er karakteriseret ved friere bevægelse af ærmet over hele føringsfladen.
Klare dampe vaskes i benzin og blæses med trykluft.
Parkontrol og accept. Kvaliteten af slibeflader bestemmes ved ekstern inspektion og kontrol af stemplets jævne bevægelse i muffen. Parret testes derefter for tæthed.
De overlappede overflader af stemplet og ærmet skal have en jævn glans, tilstedeværelsen af de mindste strøg, der knap er synlige for øjet, er tilladt.
Efter vask af delene i dieselbrændstof, skal stemplet, forlænget fra ærmet med 40-50 mm, falde i lodret position under sin egen vægt, indtil det stopper for enden af ærmet. Ingen lokal modstand, bremsning og fastklæbning af stemplet i ærmet er tilladt.
Tætheden af stempelpar bestemmes ved trykprøvning med en blanding af MT-16P olie og dieselbrændstof med en viskositet på 10 cst ved 50 ° C.
Dampe testes under et tryk på 300 kg/cm2 ved en væsketemperatur på 18-20°C.
På den ris. 164 viser en anordning til at krympe stempelpar. Testparret er installeret i en speciel aftagelig muffe 3, hvori muffen er låst med en skrue. Den aftagelige muffe har riller til at indstille stemplet i rotationsvinklen i forhold til muffevinduerne til positionen for maksimal brændstofforsyning. Bøsningssamlingen med testparret er installeret i soklen på indretningens krop 9.
Enden af bøsningen er forseglet med en jordhæl 8 og fastspændt med en skrue 6 gennem stangen 7. Belastningen 12 bevæger stemplet op gennem systemet af arme 1 og skubberen 2. Håndtaget 5 bruges til at løfte lasten til den øvre position, og låsen 11 bruges til at fastgøre den. Det specielle håndtag 10 er designet til at føre stemplet ned under gentesten.
Ris. 164. Apparat til trykprøvning af stempelpar.
Parret testes i følgende rækkefølge. Belastningen er fikseret i den øverste position, enhedens muffe sammen med stempelkøjen er installeret i fatningen på huset, enden af muffen er forseglet og hulrummet over stemplet fyldes med presseblandingen vha. åbning af rørledningens ventil 4.Derefter udløses belastningslåsen. Under påvirkning af belastningen komprimerer stemplet blandingen til et tryk på 300 kg/cm2 og, ved at bevæge sig opad, klemmer den gradvist ud gennem mellemrummet i testparret. Varigheden af lastens fald, som bestemmer parrets tæthed, bemærkes af stopuret. Hvert par trykkes 3 gange. Tests anses for at være korrekte, hvis forskellen mellem de opnåede data fra to eksperimenter ikke overstiger 3 sekunder. Hvis forskellen er større, skal dampen vaskes i ren diesel og testes igen.
Reparerede stempelpar sorteres efter deres tæthed i tre grupper. Den første gruppe inkluderer par med en krympetid på 6-10 sekunder, den anden - 10-15 sekunder. og ved den tredje 15-20 juice. Hver pumpe er udstyret med stempelpar af samme densitetsgruppe.
Par, der ikke opfylder specifikationerne med hensyn til tæthed, sendes til genmontering. I tilfælde af let fastklæbning vaskes stempelparret igen grundigt i ren diesel og sættes igen under tryk.
Brug kontrol- og referenceparrene til en systematisk kontrol af standerens tilstand. Derudover er der lavet en kontrolmuffe til hvert stativ. Ved at bruge denne bøsning vælges to stempelpar blandt de nye dele, hvis tæthed svarer til krympetiden 6; 10 og 20 sek. Udvælgelsen af stempelkugler udføres ved en temperatur på 18 ° C på en standardblanding. Kontrolpar er markeret: "K-6 sek"; K-10 sek" og "K-20 sek". Disse par opbevares i fabrikkens OTK.
For referencedele anvendes følgende markering: "E-6 sek"; "E-10 sek" og "E-20 sek". Disse par bruges af værkstedets kontrolmester.
Den tilladte forskel i tætheden af reference- og kontrolpar er 0,5 sek. for par med en tæthed på 6 og 10 sek. og 1 sek. for par med en tæthed på 20 sek.
Hver dag i begyndelsen af arbejdet, såvel som efter fyldning af standtanken med frisk blanding, måles tætheden af referencepar på standens arbejdsbøsning.
Aflæsningerne af stativet anses for at være korrekte, hvis den opnåede tæthed af parret ikke afviger fra den nominelle (markeret på referenceparret) med højst 1 sekund. for par med en tæthed på 6 sek., i 2 sek. for par med en tæthed på 10 sek. og pa 4 sek. for par med en tæthed på 20 sek. Hvis forskellen i aflæsninger er større end de angivne værdier, kontrolleres referenceparret mod kontrolmuffen. Den tilladte forskel i aflæsninger, når der testes et referencepar på styre- og arbejdsbøsningerne, tillades ikke mere end 0,5 sek. for par med en tæthed på 6 og 10 sek. n 1 sek. for par med en tæthed på 20 sek. Hvis forskellen i testresultater er større, erstattes stativets arbejdsbøsning og tætningshælen med nye dele. To gange om måneden kontrolleres referenceparret mod kontrolparret på kontrolmuffen.
Efter sortering i grupper mærkes stempelpar. Dele beregnet til langtidsopbevaring bevares. For at gøre dette vaskes stempelparret i ren benzin, tørres, fastgøres i en speciel ramme og nedsænkes i et bad med flyolie ved en temperatur på 110-120 ° C. Efter ophøret af frigivelsen af skum fjernes rammen med detaljerne. Efter olien dræner fra overfladen af delene, rammen i 2-3 sekunder. nedsænket i et bad med en konserveringsmiddelblanding indeholdende 100 g paraffin pr. 1 kg flyolie. Blandingens temperatur er 75-85°C.
Efter konservering pakkes hvert par ind i pergamentvokset eller azokeritpapir og lægges i en æske.
Opmærksomhed! Et netværk af biltjenester til fordelagtige priser. Hjuljusteringstjek GRATIS! Ingen køer! Reparation samme dag!
Download/Udskriv tema
Download temaet i forskellige formater eller se den printbare version af temaet.
Højtryksbrændstofpumpen er den vigtigste enhed i enhver dieselmotor. På grund af denne mekanisme bliver brændstoffet ikke bare en væske, men en blanding af brændstof og luft. Driften af pumpen påvirkes også af en sådan del som et stempelpar. Hun er ansvarlig for forsyningen af brændstof og distributionen heraf.
Der er to hoveddele i designet af dette element - et stempel og en bøsning.
Stemplet består af et lille cylindrisk stempel. Når pumpen kører, bevæger stemplet sig inde i muffen. Ved at udføre op- og nedadgående bevægelser suger stemplet brændstof ind, og derefter sprøjtes det skiftevis ind i dyserne på arbejdscylindrene, hvor det antændes under højt tryk i forstøvet tilstand. Indsprøjtningspumpens stempelpar har flere huller på bøsningen, gennem hvilke dieselbrændstof kommer ind til efterfølgende indsprøjtning.
Med andre ord er hovedformålet med stempelparret nøjagtigt at måle brændstof for derefter at tilføre det til motorcylindrene. Dette element hjælper også pumpen med at levere brændstof på det rigtige tidspunkt med det rigtige tryk. For at alt kan udføres uden fejl, er det nødvendigt, at stempelparret opfylder alle kravene. Derfor skal et stempelpar, hvis pris ikke er så lille, produceres på højteknologisk udstyr; det er urealistisk at lave det derhjemme.
Stempelpar til injektionspumpe - et komplekst element, det skal betjenes med forsigtighed og konstant overholde de nødvendige krav. For at enheden skal fungere jævnt og effektivt, bør der kun bruges brændstof af høj kvalitet. Da kvaliteten af brændstof på vores tankstationer lader meget tilbage at ønske, er restaurering af stempelpar en meget populær tjeneste.
Brændstof af lav kvalitet indeholder et stort antal kemiske elementer, hvilket væsentligt reducerer stempelparrets holdbarhed. Den mest negative effekt frembringes af vand, der kommer ind i brændstoffet som kondensat. Hvis der er meget vand mellem ærmet og stemplet, krænker smørefilmen sin integritet, og delen fortsætter med at arbejde uden smøring. Dette kan deformere delen så meget, at restaurering af stemplerne simpelthen ikke hjælper. Det er kun at købe et stempelpar i butikken og prøve kun at tanke brændstof af høj kvalitet.
Der er flere tegn på, at en del er defekt. En af dem er, at motoren ikke starter, især når motoren er varmet op. Du kan også finde ud af, om indsprøjtningspumpens stempelpar fungerer normalt, mens motoren kører. Du skal være opmærksom på kvaliteten af hans arbejde. Hvis stempelparret er defekt, så mister motoren strøm, og den fungerer med ukarakteristiske lyde. Derudover kan motoren køre hårdt og ustabilt. Hvis mindst et symptom blev bemærket, er det nødvendigt at stille en diagnose.
Det skal bemærkes, at der bruges specialudstyr til diagnostik. Derfor er det meget svært at sige hjemme, om stempelparret er defekt eller ej. På servicestationen kan fagfolk nøjagtigt fortælle om fejlen, og metoden til at løse dette er justering eller fuldstændig udskiftning. Under reparationen er der behov for specialudstyr for at genoprette tætheden af bøsningen og stemplet.
Nu skal vi fortælle dig, hvordan du udskifter stempelparret. Først skal du gå til butikken, hente og købe et stempelpar, der passer til en enkelt motor. Det er nødvendigt at adskille alt, der fjernes omkring brændstofpumpen. Dette er nødvendigt for at fjerne det gamle stempelpar uden problemer og intet forstyrrer. Derefter skal du fjerne frontdækslet på motoren, skrue møtrikken af, der fastgør drivgearet, og derefter skrue alle rørene af og fjerne brændstofpumpen. Alle dele, der er i snavset, skal samtidig renses. Først efter det kan du begynde at adskille brændstofpumpen, skrue selve stempelparret af, men kun gøre dette med ekstrem forsigtighed og på et specielt forberedt sted med et sæt nødvendige værktøjer.
Det er nødvendigt forsigtigt at dræne brændstoffet fra det, adskille det gamle stempelpar, kontrollere tilstanden af de resterende dele, nemlig knastvaskeren, rullerne, boosterpumpen osv.Derefter er det nødvendigt at dreje beslaget med ventiler og motorlyddæmperen fra det gamle par til det nye. Så kan du samle alt i omvendt rækkefølge, efter grundigt at have vasket stempelparret med dieselolie fra konservering før installation.
For at justere mængden af brændstof, der indsprøjtes, er der en speciel afskæringskant på stemplet. Når stemplet bevæger sig opad, lukker det først udgangshullet, og gennem denne kant åbner hullet sig lidt. Skæringen af denne kant er lavet i en spiral, så når stemplet drejes, ændres tiden til afskæring. For at stemplet kan dreje og lave translationsbevægelser, hviler det på knastskiven og går i indgreb med dens stift. Når skiven roterer, roterer den også stemplet, og knasterne løber ind i rullerne og skubber den. Stemplet justeres ved hjælp af shims i forskellige tykkelser. Det vigtigste er ikke at glemme, at stempelparret, hvis pris er ret stor, er meget skrøbeligt og komplekst, så du skal håndtere det meget omhyggeligt.
Driften af en dieselmotor er fire cyklusser, hvorunder der dannes en brændbar blanding af brændstof og luft. Antændelse opstår ikke på grund af en gnist, men på grund af højt tryk, så kompressionsforholdet for dieselmotorer øges altid.
Cummins Inc. er en af verdens førende producenter af dieselmotorer og generatorer. Motorerne i dette firma er meget forskellige: effekt varierer fra 30 til 3600 hestekræfter, og motorstørrelser fra 1,5 til 90 liter.
Der er ingen mere kompleks og ansvarlig enhed i en dieselmotor end brændstofindsprøjtningssystemet, mere præcist dens hoveddel - højtryksbrændstofpumpen. Mange parringsdele, højt belastede enheder, tilstedeværelsen af et præcisionsdoseringssystem gør reparationen af højtryksbrændstofpumper til en vanskelig opgave selv under driftsforhold. Det er så meget desto sværere at reparere højtryksbrændstofpumpen på en dieselmotor med egne hænder.
I bilteknologi repareres næsten alt, undtagen måske individuelle olietætninger og manchetter, hvis reparation er umulig uden specielle materialer. Kompleksiteten i at opsætte, diagnosticere og reparere højtryksbrændstofpumper kræver, at medarbejderen har færdigheder i at arbejde med finmekanik.
Det er simpelthen umuligt at opsætte i henhold til fabriksparametre uden et specielt diagnostisk stativ til reparation af højtryksbrændstofpumper. Under den diagnostiske undersøgelse af injektionspumpen er det nødvendigt at kontrollere:
- cyklisk forsyning af højtrykspumpen, i hele omdrejningsområdet for højtryksbrændstofpumpens aksel, ved opstart og efter afbrydelse af brændstofforsyningen;
- stabiliteten af det udviklede tryk;
- Ensartet forsyning af indsprøjtet højtryksbrændstofpumpe til brændstofinjektoren.
Selv med adgang til et diagnostisk stativ og efter at have studeret spørgsmålet om reparation af en højtryksbrændstofpumpe ved hjælp af adskillige videoer, er det meget vanskeligt at kvalitativt kontrollere og evaluere dets arbejde.
I tunge dieselmotorer bruges stempel-, in-line-indsprøjtningspumper. Sådanne enheder er sværere at vedligeholde og reparere, da de kræver specielt udstyr til adskillelse af det, så vi vil ikke overveje sådanne højtryksbrændstofpumper og deres reparation.
I en dieselmotor til passagerer bruges næsten altid en indsprøjtningspumpe af distributionstypen. I modsætning til in-line, i en distributionspumpe, overføres kraften på stemplet ved hjælp af en profileret knast. Indsprøjtningspumpens design viste sig at være mere kompakt, men det er næppe nemmere at forvente at reparere det på knæet.
Bosh VP44-indsprøjtningspumpen betragtes som den mest berømte og overkommelige. Ofte opstår behovet for at reparere indersiden af pumpen, når:
- dårlig trækkraft og ufuldstændig forbrænding af brændstof selv under ideelle forhold - i fravær af belastning og en grundigt opvarmet motor;
- pludselig fejl og stop af dieselmotoren under belastning, som man siger, "død ved start." Normalt diagnosticerer scanneren i sådanne tilfælde koden P1630 og P1651.
- udseendet af en lækage af dieselbrændstof i området af kirtlen af tætningen på den centrale aksel af højtryksbrændstofpumpen.
Derfor vil vi begrænse os til spørgsmålet om reparation af højtryksbrændstofpumper med vores egne hænder ved at udskifte tætninger og eliminere slid på deles arbejdsflader.
Før du adskiller indsprøjtningspumpens drivakseltætning, skal du prøve at flytte den i radial retning. Hvis slør mærkes med hånden, kan årsagen til brændstoflækage være slid på akslens arbejdsflade, eller lejet skal repareres.
Et stort antal splitplaner og parringsflader af dele krævede brugen af et stort antal tætninger og tætninger. Som regel er de lavet af materiale af høj kvalitet og tjener i lang tid, indtil de bliver beskadiget under reparation eller vedligeholdelse. I dette tilfælde bruges standard reparationssæt til gør-det-selv-reparation af Bosch-injektionspumpen.
Det er nok blot at udskifte tætningen på akselpositionssensoren og på indsprøjtningsfremføringskontrollen under reparation. For en bedre pasform på nye ringe og gummibånd kan du droppe et par dråber spindel- eller motorolie.

For forebyggende reparation af Bosch-indsprøjtningspumpen med dine egne hænder skal du skille pumpen ad i cirka følgende rækkefølge:
- fjern doseringsventilen fra endedelen af injektionspumpen. For at gøre dette skal du skrue de fire skruer på trykpladen ud, forsigtigt frigøre kablet til indsprøjtningsfremføringsventilen. Efter at have fjernet de tre skruer, der fastgør doseringsventilen, kan du forsigtigt fjerne den fra soklen;
- ved at skrue beslaget på topdækslet af, kan du fjerne kontrolkortet og få adgang til elektronikken;
- indstil akslens position, som vist på billedet, fjern kameraet og få adgang til indersiden af injektionspumpen;


- efter at have demonteret lejet ved hjælp af en speciel aftrækker, får vi mulighed for at studere den potentielle synder for indsprøjtningspumpens dårlige ydeevne - stemplet i indsprøjtningsfremføringsenheden. Ofte er der overfladeslid og revner på kanterne på delen. Du kan prøve at reparere overfladen ved at polere, at udskifte hele delen er meget dyrere.


Efter reparation udføres monteringen i omvendt rækkefølge med vask af delene med dieselbrændstof.
Ofte er der udover skrammer en anden grund på stemplernes overflade til, at injektionspumpen ikke udvikler det nødvendige tryk. Dette kan være forårsaget af snavs, film eller voks, der er aflejret på filterskærmen inde i pumpen. Der er et net på siden af indløbsrøret. Gennemskylning af kanalerne er besværligt og ineffektivt, det er lettere at fjerne nettet og blæse det med trykluft.
Ødelagte snavs kan sætte sig fast i stemplet eller endda få pumpens drivaksel til at knække eller knække. Derfor bør rengøring udføres meget omhyggeligt for at undgå forurening af pumpens indre hulrum.
Blandt de mange årsager til svigt af højtryksbrændstofpumpens elektroniske "lever" er brud eller udbrænding af kontakterne på kontrolkortet og svigt af strømtransistorer mere almindelige end andre. Hvis viden og færdigheder til at arbejde med elektroniske enheder giver dig mulighed for at "diagnosticere" transistorers ydeevne og reparation, bør du prøve at identificere årsagen og erstatte den skyldige med et brugbart element.
For at kontrollere tilstanden af "synderen", skal du forsigtigt åbne det sorte dæksel, der sidder tæt på gummitætningen med skruer. Det skal fjernes forsigtigt for ikke at beskadige selve forseglingen.


Årsagen til svigtet af ikke kun transistoren, men hele brættet kan være luft, der kom ind i hulrummet på grund af dårlig ydeevne af dræningssystemet eller en kontraventil. Ofte forsøger de at eliminere luftning ved at dreje starteren i håb om at pumpe dieselbrændstof ind i højtryksbrændstofpumpen på denne måde. I dette øjeblik er transistoren åben og belastet til det maksimale, hvilket fører til intens opvarmning. I et luftmiljø med dårlig varmeafledning vil det uundgåeligt brænde ud. I nogle tyske biler er der beskyttelse, der forhindrer et forsøg på at starte motoren i mangel af brændstof i linjen. For at gøre dette skal du bruge brændstofsensoren i tanken.
Transistorens svigt kan konstateres ved en "opkalds"-tester eller ved udseende.Den bedste mulighed for at reparere en sådan fejl vil være at udskifte hele kontrolkortet. Måske er dette dyrere end lodning, men det vil give garanteret kvalitet og stabil drift af højtryksbrændstofpumpen efter reparation. Som en sidste udvej, giv boardet og transistoren til lodning til specialister - elektronikingeniører.
Ved montering og genmontering efter reparation skal du kontrollere tætheden af alle fastgørelsesanordninger.
Hvis du under revisionsprocessen ikke foretog udslæt og urimelige udskiftninger af dele, skal den samlede pumpe arbejde med omtrent de samme parametre som før. Som standard skal du bruge Bosch EPS-815-stativet til at teste og justere indsprøjtningspumpen efter et større eftersyn.
På videoen kan du lære, hvordan du øger stempeltrykket i Bosch VE-indsprøjtningspumpen:
| Video (klik for at afspille). |














