I detaljer: gør-det-selv reparation af aluminiumsbåd fra en rigtig mester til webstedet my.housecope.com.
Vyksa, Nizhny Novgorod-regionen
Reparation af duralumin kabinet.
Spor af korrosion fjernes med stive hårbørster, og om nødvendigt med smergelklud med m.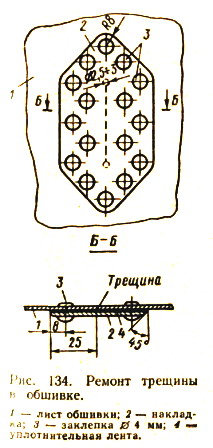
aslom. Rengjorte områder tørres af med B-70 benzin og efter 15 minutters eksponering - med en klud dyppet i acetone. Derefter grundes det nøgne metal to gange og males.
Defekte nitter skal bores ud (i stedet for at hakkes af med en mejsel). For at gøre dette skal du først slå midten på panthovedet, derefter bore et hul med en boremaskine (bundmeter svarende til diameteren af nittestangen) til en dybde svarende til højden af panthovedet; derefter knækkes hovedet let af, og resten af nitten slås ud med skæg.
Ridser på ark med en dybde på ikke mere end 0,2 mm, såvel som de mindste hak (uden revner), er det nok at rengøre med sandpapir og genoprette den beskyttende maling.
Dybe buler rettes efter opvarmning af det beskadigede område af huden og sættet af firkanter, der forstærker det til en temperatur på 600-700 ° C. En blæselampe eller en gasbrænder bruges til opvarmning. Efter afkøling i luft bliver metallet duktilt, og den deformerede del kan rettes ud uden frygt for, at den revner. Ansvarlige dele af skroget, såsom bundplader, rammer og bundribber, skal efter opretning igen opvarmes og derefter afkøles med vand.
Når en revne detekteres, begrænses dens udbredelse ved at bore huller med en diameter på 2,5-3 mm i enderne. Derefter
(indefra kroppen) placeres et overlæg af samme metal som den del, der repareres. Overlejringen skal dække revnen med 20-25 mm fra alle sider. Før du sætter nitterne under foringen, er det nødvendigt at lægge et tætningsbånd (Fig. 134). 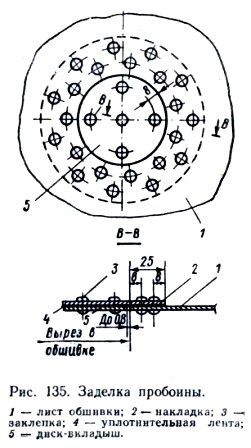
| Video (klik for at afspille). |
Små (op til 70 mm i størrelse) huller i huden er forseglet med foringer fra indersiden af skroget og foringer (Fig. 135). Overlayets diameter skal være 50-60 mm større end udskæringens diameter for at give overlapningen langs hele omkredsen, hvilket er nødvendigt for nitning med en dobbeltrækket forskudt søm med en nittestigning på 15-20 mm . En rund indsats-indsats placeres i udskæringen flugtende med huden, således at mellemrummet mellem indsatsen og kanten af udskæringen ikke overstiger 1 mm. Foret er nittet med overlægget med en enkelt række søm med en stigning på 20 mm.
Større huller forsegles på samme måde, men foringen fra indersiden af kroppen er lavet ikke solid, men ringformet - med en indre diameter på 50-60 mm mindre end foringens diameter.
Med betydelig skade på huden er det nødvendigt at udskifte hele arket eller det meste af det. Når du udskifter en del af arket, er det bedre at placere yderligere samlinger på rammerne. Gør størrelsen på overlapningen og alle andre elementer i forbindelsen den samme som ved den nærmeste samling (se også tip 148).
I tilfælde af beskadigelse af delene af det tværgående eller langsgående sæt (gennem revner, brud), er dobbelte firkanter overlejret på de reparerede sektioner. Ved udskiftning af en sektion af en del (for eksempel en stringer), installeres en foring, som monteres på begge ender af de resterende dele af delene så tæt som muligt (mellemrummet bør ikke overstige 0,2 mm) og forbindes til dem ved hjælp af korte numseplader (Fig. 136).
Efter reparation af huden er det nødvendigt at kontrollere vandmodstanden af nittesamlingerne med petroleum.
Her er nogle generelle oplysninger om kold nitning i hånden.
Der er direkte og omvendte metoder til nitning; ved den første påføres slag med en hammer fra siden af lukningen, det vil sige nittet hoved, ved den anden - fra siden af panthovedet.Den omvendte metode bruges, når det for eksempel er ubelejligt at slå fra indersiden af kroppen (som regel placeres nitter udefra).
Ved nitning anvendes følgende værktøjer (Fig. 137):
dorn 1 - en stålstang skærpet til en kegle, med dens hjælp kombineres huller ved samling af dele;
support 2 - en massiv stål- eller støbejernsstang, der tjener til at presse pantehovedet i processen med nitning på en direkte måde;
beklædning 3- en stålstang med et hul (i midten), hvis diameter er 0,5-1,0 mm større end nittens diameter; bruges til at tætne de dele, der skal samles rundt om nitteakslen 4;
crimp 5 - stålstang med et hul i form af lukkehovedet; slå smeden med en håndbremse, nitte den udragende ende af nittestangen.
Det er bedre at bruge nitter lavet af AMg-5 eller AMts legeringer ved reparation af kasser lavet af aluminium-magnesium legering, og nitter lavet af legering B65 til kasser lavet af duralumin.
Nitningen af sættet til huden udføres normalt med en enkelt række kædesøm; vandtætte samlinger af huden - to- og tre-rækker forskudt fast stramme sømme.
Detaljer kan samles i skødet eller numsen på en- eller tosidede foringslister.
Nitte diameter d kan tages lig med to gange tykkelsen af det materiale, hvoraf de dele, der skal sammenføjes, er lavet. Ved nitning af dele af forskellig tykkelse tages der hensyn til den mindre; hvis forskellen i tykkelse er signifikant (2 mm eller mere), bestemmes nittens diameter af formlen d=2 (roden af S ), hvor S er den samlede tykkelse af pladerne. Sidstnævnte bør ikke overstige 4 d.
Længden af nittestangen skal være lig med den samlede tykkelse af pladerne, der skal nittes, lagt til værdien R, nødvendigt for dannelsen af lukkehovedet; til rundt hoved P = 1,5 d, konisk - 1,3 d, semi-hemmelig - 1,1 d, forsænket - 0,9 d.
Afstand MED mellem rækker af nitter, som bestemmer styrken og tætheden af samlingen, antages at være 2-5 d afhængig af typen af samling (f.eks. for samlinger af beklædningsplader skal afstanden mellem rækkerne være -3 d).
Trin t, dvs. afstanden mellem centrene af tilstødende nitter i samme række, for stramme sømme, skal tages fra 3 til 5 d (og for andre forbindelser - fra 8 til 10 d. Afstanden mellem nittens centrum fra kanten af arket, profilen eller lapstrimlen tages lig med 1, otte-2 d.
Nittehuller bores omhyggeligt med en hånd- eller elektrisk boremaskine. Huldiameter d rep skal være lidt større end nitternes diameter:
Reder til indlejrede hoveder af blinde og semi-blinde nitter er forsænket i en vinkel på 90 °. Dybden af fatningerne til det forsænkede hoved med den omvendte nittemetode skal være 0,1 mm mindre end nittehovedets højde, og med den direkte metode skal den være lig med hovedets højde.
Inden nitning samles delene på monterings(montage) bolte, installeret for hver 10.-12. huller. Nitningen udføres fra midten af sømmen til kanterne; i slutningen fjernes monteringsboltene og erstatter dem med nitter.
Nitteprocessen på en direkte måde udføres som følger: en understøtning er installeret under indsatshovedet på nitten, der er indsat i hullet, et hus sættes på nittestangen, derefter forsegles leddet med flere hammerslag, hvorefter lukkehovedet dannes ved at slå med en hammer på den nittestang, der stikker ud fra samlingen. Om nødvendigt dannes lukkehovedet ved krympning.
En aluminiumsbåd kræver som enhver anden en grundig inspektion og om nødvendigt reparationer.
Det er ikke altid muligt at overlade reparationer til en specialist, ofte repareres bådene af egne hænder.
Efter omhyggeligt at have inspiceret en aluminiumsbåd, bør du forstå, hvilken type reparation der er nødvendig.
De begynder inspektionen fra bunden af båden, for dette vender de den om. Du skal kigge efter revner, rustne steder, mistede eller løse nitter.
Bådens agterspejl oplever den største belastning under drift, der lægges særlig vægt på det. 
Selvfølgelig er forskellige nedbrud mulige, men i artiklen overvejer jeg kun dem, der kun er iboende i både lavet af aluminium og dets legeringer.
En af de mest almindelige skader på en aluminiumsbåd er korrosion. Revner gemmer sig ofte under korrosionspletter. Hvis du ikke bekæmper det, dannes der et hul i bunden som et resultat.
For at bestemme dybden af skaden er det bedst at rengøre bunden af båden med en kværn. Rens til metal. 
Efter grov rengøring er det nødvendigt at slibe med sandpapir, og om nødvendigt fjerne den gamle maling med en speciel fjerner. Derefter affedtes, grundes og males.
En hammer hjælper med at bestemme nitternes pålidelighed, når båden inspiceres. Det vil være nødvendigt at banke hver nitte, hvis den rasler og vakler, vil udskiftning være påkrævet.
Hvis der er udviklet huller, skal der sættes en nitte med en større diameter på dette sted.
Nitter, der er tættere på motoren, fejler oftest, de er mest modtagelige for vibrationer. 
Næste trin er at forsegle revnerne. Revner på båden dannes oftest ved en kollision, for eksempel ved et uheld stødt på et drivtømmer. Revner er imponerende og meget små.
De mindste revner kan repareres ved at lodde fra en tin-bly-legering med tilsætning af zink.
Når man arbejder med aluminium og legeringer, opstår problemet med fortinning, oxidfilmen forstyrrer. Der er flere måder at lodde aluminium på, for eksempel kan du bruge en alkalisk vandfri olie, såsom pistololie. Før lodning, rengør overfladerne, fugt med olie, fjern derefter filmen med et loddekolbe og lodde. Flux bruges også, påfører det på loddet.
Den eneste måde at reparere huller og store revner i en aluminiumsbåd er at lappe den.
Patches kan nittes eller svejses.
Svejsning er generelt bedst brugt i særlige tilfælde, hvor det af en eller anden grund er umuligt at nitte.
Ikke alle aluminiumslegeringer tåler svejsning, ofte knækker bådskroget nær svejsningen. Når man ved dette, er erfarne svejsere normalt tilbageholdende med at påtage sig denne virksomhed.
Men stadig bruges svejsning til reparationer. Derfor, hvis du laver mad, så skal du gøre dette på begge sider og kun tynde plader. 
Hvis du ikke er professionel svejser, så skal du transportere båden til værkstedet. Svejs aluminiumsbåde med argon.
Plastret placeres på indersiden af båden. For at det skal være stærkt, er det nødvendigt at følge alle reglerne for nitning.
Størrelsen på plasteret skal svare til størrelsen på revnen.
Materialet, som du laver plasteret af, skal være nøjagtigt det samme som på din båd. 
Hvis aluminium kombineres med et andet metal, vil der blive skabt et galvanisk par. Det betyder, at der vil opstå galvanisk korrosion i krydset, hvilket hurtigt vil ødelægge aluminium eller dets legering.
Af samme grund anbefales det ikke at bruge en metalbørste til at rengøre kabinettet.
Det er nødvendigt at observere følgende sekvens, når du installerer en patch med en nitte:
Nogle mennesker forsøger at lukke små revner med koldsvejsning eller glasfiber, det er spild af tid. Sådanne reparationer er upraktiske, alt dette vil hurtigt falde af under drift.
Efter reparation skal båden males med en speciel maling.
Folkevarsel: Den største fangst kommer fra unge og uerfarne fiskere!
Blagoveshchenka
Sidste login:
23.07.2018 12:50:18
Barnaul
Sidste login:
27.01.2015 16:20:46
Barnaul
Sidste login:
03.06.2018 20:25:41
Jeg har gentagne gange set hvordan de limer huller på Kazankas mv.
bare en klud, gennemvædet i epoxy - og bamser det rigtige sted hen.
holder - i årtier kan du ikke vælge det - du kan ikke vælge det))))
Barnaul,
Sidste login:
30.12.2014 17:51:03
Jeg har gentagne gange set hvordan de limer huller på Kazankas mv.
bare en klud, gennemvædet i epoxy - og bamser det rigtige sted hen.
holder - i årtier kan du ikke vælge det - du kan ikke vælge det))))
Rubtsovsk
Sidste login:
06.10.2017 01:04:15
Blagoveshchenka
Sidste login:
23.07.2018 12:50:18
Rubtsovsk
Sidste login:
07.01.2018 17:34:41
Barnaul,
Sidste login:
30.12.2014 17:51:03
Rubtsovsk
Sidste login:
07.01.2018 17:34:41
Barnaul
Sidste login:
27.01.2015 16:20:46
Generelt er mit råd til dig, vend det i farven opfyldt og køb et elastik eller PVC! Der er både ironi og en vis sandhed i dette. Som jeg forstår det, har du endnu ikke set det i aktion (på vandet), men ud fra min erfaring vil jeg sige én ting! På vandet opfører hun sig lunefuldt, og stræber efter at vende om, flyderne er på siden og er fastgjort, så det er lettere at fange hende fra vandet, og så videre og så videre, det er tungt og ubelejligt at bære og transportere. Generelt, se selv, mester mester!
Og i stedet for nitter skal du sætte skruer, så næste gang bliver det lettere at skifte materialet.
Rubtsovsk
Sidste login:
07.01.2018 17:34:41
Barnaul
Sidste login:
27.01.2015 16:20:46
Amors køl er slidt til huller)))))))))
men Grigory og Radik gik i gang.
gevinst på 10 valsetråd lige tilpas.
vil fungere i mange år endnu.
Fil kommentar: Rammerne er buede med is.
P22-04-15_19.04.jpg [ 454,19 KB | Visninger: 9757 ]
Amors køl er slidt til huller)))))))))
men Grigory og Radik gik i gang.
gevinst på 10 valsetråd lige tilpas.
vil fungere i mange år endnu.
Tidszone: UTC + 6 timer
Brugere, der gennemser dette forum: ingen registrerede brugere og gæster: 3
Alt materiale postet på dette forum er ophavsretligt beskyttet og må kun kopieres med tilladelse fra administrationen af den regionale offentlige organisation "Federation of Powerboating and Sports Tourism of Bashkortostan"
(c) 2013-2016 Alle rettigheder tilhører Federation of Powerboating and Sports Tourism of Bashkortostan
Voronezh fiskeklub> → Både, motorer, tilbehør → Aluminiumsbåde (pander) spørgsmål om drift, reparation og tuning
sider 1 2 3 … 6 Næste
For at sende et svar skal du logge ind eller registrere dig.
- Professor
- Fast kunde
- På forummet
- Hvor: VORONEZH
- Registreret: 2010-06-01
- Indlæg: 5,145
- Takket: 21959
- Per besked: 26
Glad for at starte en ny tråd! Så jeg blev keramiker! Det har jeg snarere formelt været længe – den gamle kedel af den første model (dengang klarede de den stadig uden boules) lå på landet i omkring 15 år og ventede i kulissen. Husk så at sige skrevet. Og endelig nåede mine hænder hende - to ugers arbejde om aftenen og weekenden, og båden fik et nyt liv. Jeg ønskede at lave en båd, ikke kun for at fiske, men for sjælen, bare for at ride for din egen fornøjelse. Idéen var næsten 100% vellykket, hvilket jeg gerne vil tale om.
Så i en nøddeskal! Båden blev trukket ud til et sted, der var praktisk til arbejde, ryddet for grene og snavs, den første inspektion blev udført, som afslørede en masse problemer, som jeg ikke vidste eksistensen af mange af, ellers ville jeg nok ikke have nået reparationen i yderligere 10 år .... men når først besluttet at gøre det, er der ingen steder at trække sig tilbage.
Sygdomme fundet:
1. hul i brættet,
2. rådden årelås,
3. revet agterspejl,
4. plasteret i bunden skal udskiftes,
5. I agterstavnen rådnede to skaller igennem.
6. fastgørelserne af bænkene er løsnet,
7. rådnede tre rammer på indersiden af bunden,
8. hætten fra konstant gang var dækket af brede revner, nåede metalbrud og buler, den indre forstærkning af hætten faldt af,
9. Afløbsventil syret, fastgørelsesanordninger rådnede.
10. højre agter flydetank er rådden.
Tilstanden er beklagelig, men øjnene er bange, men hænderne gør det.
Jeg ved ikke, hvordan man nitter duralumin, og jeg vil ikke, så den vigtigste reparationsmetode blev valgt til at blive strammet med rustfri stålbolte ved hjælp af tætningsmiddel.
Skærmen blev udskiftet med tyk gummi, en forstærkningspude lavet af en tyk plade af duralumin blev installeret på agterspejlet, hullerne blev lappet, årelåsen og rammer blev udskiftet, en duralumin foring blev lavet og skruet på kalechen, den gamle maling blev fjernet, skroget blev renset, bovrumsdøren blev rettet, ventilen blev udskiftet med en halv tomme kugleventilkran, bænkbefæstelser er forstærket, flydetanken er lappet, sømmene er smurt ind med tætningsmiddel.
Besluttede at male i to farver: hvid bund, rød top, hvid cockpit og hæk.
Spartling, grunding, maling, lakering....fire dages arbejde - og båden har allerede fået et smukt udseende.
Dernæst installerede jeg bænke, et lakeret krydsfinergulv.
Derefter dekorationer og legetøj: en luftblæser på motorhjelmen, en halogen-søgelygte fra UAZ, 12 volts stikkontakter i cockpittet som strømstik om bord, et batteri i stævnrummet og den sidste hånd - installation af en spændingsregulator på motoren (Pit 15) og tilslutning af en generator, gummi en næsemåtte for en behagelig adgang til cockpittet, fyld siderne med skum - YALTA lystyacht er klar!
Med hensyn til tid tog alt to uger i form af penge - 18-20 tusind (jeg tællede ikke mere præcist). Baseret på resultaterne af søforsøg vil jeg afmelde mig om en uge eller to.
Eller log ind via en af disse tjenester

Kommentarer kan kun sendes af registrerede brugere
Registrer en ny konto i vores fællesskab. Dette er ikke svært!
Ingen registreret bruger ser denne side.




pag102 8. oktober 2012
 pag102 8. oktober 2012
pag102 8. oktober 2012 pag102 12. oktober 2012
Er der virkelig ingen mennesker, der arbejder med polymerer ((
Det var forretning. To store indvendinger - 1. vedhæftning 2 temperatur jfr. udvidelser.
Holder bestemt.
15. oktober 2012
Kan det repareres med moderne polymermaterialer?
Ved reparation af AL-karosserier af nogle bilmærker bruges limning med epoxyforbindelser og en hemmelig væske i vid udstrækning, hvilket øger vedhæftningen til metal, praktisk talt uden at fjerne det.
Men hvis du renser det groft, men til en glans af AL og straks påfører blandingen, så har jeg prøvet det selv, og jeg har limet lugens kant fra AD-31 på glasfiber. Jeg har gået på lugen med fødderne i flere år, og forbindelsen holder.
Hvorfor prøver du det ikke på en prøveplade?
15. oktober 2012
VASYA2011 15. oktober 2012
 VASYA2011 15. oktober 2012
VASYA2011 15. oktober 2012der var tale om nitning af en importeret båd efter sammenstødet. forbandet flow.
Har du noget pneumatisk værktøj?
Hammeren skal være meget lettere end stativet på bagsiden, ellers går tilstødende led i stykker. Der er pneumatiske hamre, de har brug for luft på omkring 6 kg / cm2 ved en anstændig strømningshastighed.
Indlægget er blevet redigeret Tribun: 15. oktober 2012 - 12:05
15. oktober 2012
VASYA2011 15. oktober 2012
Hammeren skal være meget lettere end stativet.
Og nitter, hvis duralumin, skal "frigives" før
installation, og thiokol tape plejede at blive brugt til forsegling, nu er der en masse fugemasse.
Rytter 15. oktober 2012
 Rytter 15. oktober 2012
Rytter 15. oktober 2012"Behandle som med lignende" (c) Ud fra min erfaring klæber polymerer ikke til Al-legeringer. Stålkølen på Al Amur vakte også forvirring. Brug heller ikke svejsning - tilstødende nitter vil løsne sig, og forseglingen vil brænde ud.
Nitte.
stålkølen på hans første Amur blev også overrasket over at finde
Det var forretning. To store indvendinger - 1. vedhæftning 2 temperatur jfr. udvidelser.
Absolut nitte.
lim
klæbemidler har været brugt i luftfartsindustrien siden oldtiden, og der var heller ingen "Amor".
på den første passagerjet "Comets" var metalforingen af vingen og flykroppen limet. Concorde-flyets strukturer, der er lavet af aluminiumslegering og designet til en levetid på tusindvis af flyvetimer, er forbundet med et epoxybaseret klæbemiddel. Forskellene i temperatur og belastning må antages, at der ikke er båd. Luftdygtighedsstandarder er tilsyneladende også til stede.
Du kan sikkert finde noget brugbart i "vejledningerne" til udbedring af kampskader på fly i felten.
Dette indlæg er blevet redigeret af Rider: 15. oktober 2012 – 15:26
Rytter 15. oktober 2012
..Du kan sikkert finde noget brugbart i “manualerne” til udbedring af kampskader på fly i marken.
i næste gren er "manual" til reparation af kampskader og beskyttelse af nitte skrog med glasfiber allerede skrevet
5
nitter ville sandsynligvis forlade med fornøjelse
SanychSan 15. oktober 2012
 SanychSan 15. oktober 2012
SanychSan 15. oktober 2012Sådanne specialister har vi ikke mange specialister. der var tale om nitning af en importeret båd efter sammenstødet. forbandet flow. Og et relateret spørgsmål. Hvordan skal denne procedure udføres? om nitter som fundet information bruges 2 typer.og hvad sidder fast? Har du noget pneumatisk værktøj? der er hævn snæver, du kan ikke kravle indefra
Alt dette er nittet ved metoden med omvendt nitning. De banker på hovedet, gennem dornen eller med en pneumatisk hammer (KP-14 = op til 4 mm og KP-24 med 5 ki). Indvendig støtte (f.eks. med en profilform på 2,5 kg eller mindre, hvis du ikke har ondt af dine hænder). Jeg anbefaler at finde en nittemaskine i lufthavnen.
Alt dette er nittet ved metoden med omvendt nitning. De banker på hovedet, gennem dornen eller med en pneumatisk hammer (KP-14 = op til 4 mm og KP-24 med 5 ki). Indvendig støtte (f.eks. med en profilform på 2,5 kg eller mindre, hvis du ikke har ondt af dine hænder). Jeg anbefaler at finde en nittemaskine i lufthavnen.
Omvendt nitning er en sofistikering, det lykkedes ikke. I sådanne tilfælde vendte jeg simpelthen nitten (eller ændrede den til et andet hoved) og nittede på den anden side. Med en pistol bør der heller ikke være for meget, for kraftig kræver en tung dorn, du kan ikke glide den overalt, og den er allerede svær at holde.
Men alt kommer med erfaring. Hvis hænderne ikke er skæve, skal du være ligeglad med, hvor de vokser
SanychSan 16. oktober 2012
Omvendt nitning er en sofistikering, det lykkedes ikke. I sådanne tilfælde vendte jeg simpelthen nitten (eller ændrede den til et andet hoved) og nittede på den anden side. Med en pistol bør der heller ikke være for meget, for kraftig kræver en tung dorn, du kan ikke glide den overalt, og den er allerede svær at holde.
Men alt kommer med erfaring. Hvis hænderne ikke er skæve, skal du være ligeglad med, hvor de vokser
Erfaring 19 år. Riveter af 5. kategori i Nizhnevartovsk lufthavn.
Måske eksplosiv nada?
"I nogle tilfælde bruges specielle typer nitter - eksplosive (AN-1504).
Eksplosive nitter har en fordybning (kammer) i den frie ende af stangen fyldt med sprængstof, som er beskyttet mod indtrængning af atmosfærisk fugt af et lag lak. Eksplosive nitter er lavet med en diameter på 3,5; 4; 5 og 6 mm fra D18P ledning. Længden af stangen af eksplosive nitter er fra 6 til 20 mm, tykkelsen af den nittede pakke er fra 1,6-2,5 til 14,1-15 mm.
Processen med nitning med eksplosive nitter er forskellig fra konventionel nitning. Her bruges en elvarmer som nitteværktøj.
Nitning med sprængnitter er, at der stikkes en nitte ind i hullet, i den frie ende af stangen der er et kammer fyldt med sprængstof. Med et let hammerslag (i kold tilstand) bliver nitten forstyrret. Derefter placeres spidsen af en elektrisk varmelegeme 1 på det indlejrede hoved. Inden for 2-3 s opvarmes nitten, og ved en temperatur på 130-160 ° C eksploderer ladningen, mens enden af stangen udvider sig kraftigt. og danner et lukkehoved."
Her
Indlægget er blevet redigeret af Alessandro: 16. oktober 2012 – 14:00
SanychSan 16. oktober 2012
Måske eksplosiv nada?
"I nogle tilfælde bruges specielle typer nitter - eksplosive (AN-1504).
Eksplosive nitter har en fordybning (kammer) i den frie ende af stangen fyldt med sprængstof, som er beskyttet mod indtrængning af atmosfærisk fugt af et lag lak. Eksplosive nitter er lavet med en diameter på 3,5; 4; 5 og 6 mm fra D18P ledning. Længden af stangen af eksplosive nitter er fra 6 til 20 mm, tykkelsen af den nittede pakke er fra 1,6-2,5 til 14,1-15 mm.
Processen med nitning med eksplosive nitter er forskellig fra konventionel nitning. Her bruges en elvarmer som nitteværktøj.
Nitning med sprængnitter er, at der stikkes en nitte ind i hullet, i den frie ende af stangen der er et kammer fyldt med sprængstof. Med et let hammerslag (i kold tilstand) bliver nitten forstyrret. Derefter placeres spidsen af en elektrisk varmelegeme 1 på det indlejrede hoved. Inden for 2-3 s opvarmes nitten, og ved en temperatur på 130-160 ° C eksploderer ladningen, mens enden af stangen udvider sig kraftigt. og danner et lukkehoved."

Glasfiberbåden har vundet popularitet for sin holdbarhed og pålidelighed. Glasfiber har en række væsentlige fordele i forhold til andre materialer. Du kan samle skibet hurtigt og uden store omkostninger.En gør-det-selv glasfiberbåd er et budget og en værdig mulighed for fisketure.
Det lille plastfartøj er primært beregnet til fiskeri. Det kan også bruges til vandturisme, sportsaktiviteter. Bådens driftsforhold på vandet: bølge ikke mere end 60 cm høj, vindstyrke - op til 4 point på en ti-punkts skala. En glasfiberbåd er et godt alternativ til gummibåde.
Glasfiber er det eneste materiale, der giver dig mulighed for selv at skabe en form af enhver kompleksitet. Uafhængigt design af bunden gør det muligt at udstyre det med redans af enhver konfiguration. Det er muligt at opnå den maksimale effektivitet af skibets køreevne ved at placere redans på de bedst egnede steder. Derudover vil designet af en hjemmelavet båd være en afspejling af dens ejers karakter.

Der er en metode til at lave en hjemmelavet båd af krydsfiner og glasfiber, når plastik kun bruges til den ydre beklædning af båden. Men denne teknologi retfærdiggør ikke sig selv. Laget af krydsfiner, der ligger under plastikken, får hurtigt fugt, hvilket øger karrets vægt. Der er en hurtig ødelæggelse af krydsfiner på grund af virkningen af mikroorganismer og processen med delaminering, fordi med hensyn til styrke er krydsfiner meget ringere end plast.
hvordan man laver en båd Ved omhyggeligt at følge alle reglerne, vil selv en nybegynder være i stand til at fuldføre denne opgave. Den teknologiske proces er enkel og omkostningseffektiv. Skibets skrog er skabt ved hjælp af et forstærkende fyldstof imprægneret med en polymersammensætning.
Råmaterialer, der anvendes som forstærkende fyldstof ved fremstillingen af rammen:
- skrogbase, sider - roving glasfiber TP-07, TP-03, TP-056;
- lokal forstærkning af individuelle sektioner - strukturel glasfiber T-11, T-13.
Glasfiber er af forskellige typer alt efter typen af vævning, størrelsen af trådene. Vælg grundlæggende "skrå" eller satinvævning. Trådene skal være snoet. Materialet sælges i form af plader, ruller, bånd.

Glasfiber sælges imprægneret med en fedtet sammensætning. For at stoffet bedre kan imprægneres med et bindemiddel, bør smøremidlet fjernes med benzin, terpentin eller acetone. Det fedtfrie stof tørres i cirka 2-4 timer i luften.
Harpiks er nødvendig for at lime det forstærkende materiale. Der er tre typer harpikser, der bruges i skibsbygningsindustrien: epoxy, vinylester og polyester. De vigtigste egenskaber ved harpiks i konstruktionen af en glasfiberbåd fra enhver type fiber er vedhæftning og imprægnering.
En billig mulighed er at bruge polyesterharpiks, som giver dig mulighed for at skabe et glasfiberelement i ét stykke i én operation. TM Ashland harpiks kan anvendes. For at skabe en dekorativ, med beskyttende egenskaber af belægningen af sagen, skal du bruge en gelcoat. Du skal også bruge krydsfiner med en tykkelse på mindst 1,2 cm, som har fugtbestandighed.
At lave en båd er umuligt uden en kompetent tegning. Designet af den fremtidige vandscooter kan udføres ved hjælp af AutoCAD-programmet. Først oprettes en 3D-model, derefter rammediagrammer, mønstre. Klare tegninger er taget på specialiserede websteder, på internettet. Nu kan du begynde at lave en glasfiberbåd med dine egne hænder.


















