I detaljer: gør-det-selv plovskær reparation fra en rigtig mester til webstedet my.housecope.com.
Plovens vigtigste arbejdsdele (fig. 123) er legemet, der består af et skær 6, et blad 1, et markbræt 7 og et stativ 2, et træk 3, en skimmer 5, en kniv 4 og en jord- uddybningsandel 8.
Sløvhed af plovskæret, såvel som slid eller deformation af bladet, skimmeren, kniven eller markbrættet, øger plovens trækmodstand, fører til for stort brændstofforbrug, forringer kvaliteten af sømomsætningen, dens smuldring og inkorporering af planterester.
Ris. 123. Plovens arbejdslegemer installeret på dens ramme
To typer plovskær bruges i plove:
trapezformet - med en lige skærkant (fig. 124, a) og mejsel - med en fortykket og nedadbuet tå (fig. 124, b).
Plovskær er lavet af slidstærkt og slidstærkt stålkvalitet L65 og termisk behandlet for at øge slidstyrken. Arbejdsforholdene i jorden er dog så vanskelige, at plovskærene hurtigt slides. Når plovskæret er slidt, bliver klingen sløv, og næsens form ændres. I fig. 125 krydslinjer markerer kanterne på de slidte trapez- og mejselformede klinger. Når bladet bliver sløvt, øges dets tykkelse, og en faoca (baghovedet) dannes på dens bagside. Når plovskærene er slidte, forringes plovydelsen, det vil sige, at plovskærene mister deres evne til at gå dybt ned i jorden, og plovens stabilitet forstyrres. Plovskæret skal repareres, når dets bredde er reduceret med 10 mm i forhold til bredden af det nye trapezskær, eller når næsens længde er reduceret med 25 mm i forhold til længden af næsen på det nye mejselskær.
| Video (klik for at afspille). |
Reparation af plovskær er reduceret til bladtilbagetrækning, slibning og varmebehandling. Reparation af plovskær udføres for at genoprette deres størrelse og form, samt for at give dem holdbarhed.
Plovskærssektionen har en fortykkelse - et lager af metal, som kaldes et "lager". Ved reparation af en slidt plovskær genoprettes dens form af en smedemand på bekostning af et lager af metal i "butikken". Plovskæret trækkes manuelt, normalt i flere omgange, da smeden ikke når at trække hele plovskæret af i én opvarmning. Når man trækker skæret manuelt, er det nødvendigt altid at stræbe efter at reducere mængden af opvarmning, da der ved gentagen opvarmning er tilfælde af metaludbrænding mulige.
Ulempen ved skæret på en løftestang eller en anden mekanisk smedehammer udføres normalt i to trin. I dette tilfælde skal længden af den opvarmede del af andelen hver gang lidt overstige halvdelen af andelen.
For at reducere varmetabet og forhindre kul i at brænde ud af metallets overfladelag dækkes den del af andelen, der ikke opvarmes, med frisk kul.
Smedefyren af en slidt andel er lavet i følgende rækkefølge. Plovskæret placeres fladt i smedjen, så det opvarmes fra siden af bladet til en bredde på 60-80 mm; resten af det, som ikke kræver opvarmning, er dækket med frisk kul. Det er nødvendigt at opvarme andelen til quickdraw først langsomt, indtil udseendet
luminescens, dvs. op til 500-600 °. Det er umuligt at opvarme skæret direkte til smedetemperaturen for at undgå dannelse af revner. Så snart plovskæret er opvarmet til 500-600 °, øges opvarmningshastigheden, og temperaturen bringes til 850-1200 ° (op til lyserøde og orange varmefarver).
Ris. 124. Plovskær: a - trapezformet, b - mejsel
Ris. 125. Formen af slidte plovskær: a - trapezformet, b - mejsel
Det opvarmede plovskær tages ud af smedjen, lægges med forsiden på ambolten, og fra bagsiden spredes beholdningen af metal fra "lageret" med hyppige slag fra parkeringsbremsen eller hammeren.En plovskær af stålkvalitet L65 kan kun trækkes (smedet) ved temperaturer over 800°. Trækningen stoppes, når plovskæret afkøles til under 800° (med kirsebærrød varme) og genoptages efter genopvarmning. Den trukne del af plovskæret stryges på ambolten med en spartel i hele længden af skæredelen, så bladets tykkelse er 1–2 mm, derefter fjernes ujævnhederne fra hammerslag.
Ved træk kontrolleres plovskærets form og størrelse med en skabelon (fig. 121, a). For den optrukne skær tillades afvigelser i størrelse i forhold til den nye: i længden med ± 15 mm, i bredden med + 4 mm.
Plovskæret spændes efter trækning og strygning, når det stadig er i opvarmet tilstand, i en låsesmeds skruestik og dets klinge slibes med en fil. Derefter slibes det afkølede plovskær fra forsiden på en naftaspidser. Efter slibning bør bredden af bladets kant ikke være mere end 5-6 mm, og bladets tykkelse skal være inden for 0,5-1 mm. Skærbladet bør ikke slibes tyndere end 0,3 mm, ellers slides det hurtigt under drift.
Varmebehandling af den trukne skær består af hærdning og anløbning. Under hærdningen opvarmes plovskærene langs bladet med omkring en tredjedel af dets bredde. Opvarmning i ovnen til en temperatur på 780-820 ° skal være ensartet (let kirsebærrød varme). Det opvarmede plovskær afkøles hurtigt i vandbad. Vandtemperaturen i bratkølingsbadet skal være 30-40 °. Plovskæret sænkes ned i badet med ryggen nedad. Hvis skæret dyppes i hærdebadet med klingen, kan det revne. Sænk ikke plovskæret fladt, da det i dette tilfælde normalt vrider sig. Plovskæret holdes i et slukkebad, indtil vandet holder op med at koge, hvorefter det tages ud af badet og langsomt afkøles i luft.
Når mejselskæret er hærdet, kan der opstå revner på klingen. For at undgå dette er det nødvendigt at forkøle overgangsstedet fra spidsen til bladet ved det opvarmede plovskær ved at påføre det i 2-3 sek. en våd klud, først derefter sænkes plovskæret hurtigt ned i hærdebadet.
For at mindske plovens skrøbelighed, som opstår under hærdning, hærdes den. Til dette opvarmes plovskæret til 350 ° (misfarvet gråt) og afkøles derefter langsomt i luft.
Under hærdning bliver plovskæret ofte skævt. Det skæve plovskær styres over ambolten ved hammerslag. Slagene på skæret skal påføres forsigtigt og ikke hårdt.
Hårdheden af den hærdede del af andelen kontrolleres med en personlig fil. Filen må ikke efterlade mærker på den hærdede del af aktien.
I RTS-værksteder svejses plovjern under reparation med højkvalitetselektroder eller en ladning af V-9 hård legering. Denne metode til reparation af plovskær øger deres holdbarhed. En forøgelse af slidstyrken af plovskærene opnås også ved at hærde deres ydre lag med højfrekvente strømme.
Indehavere af patentet RU 2344913:
Opfindelsen angår landbrugsteknik, især fremgangsmåder til restaurering af plovskær, og kan anvendes til restaurering med hærdning af plovskær til landbrugsmaskiner. Metoden består i, at der laves en rille på overfladen af skærebladet, rillen er fyldt med lodde, cermetplader er installeret på loddemetal, et ekstra lag loddemetal og flux påføres ved krydset af pladerne med den lodrette kant af rillen. Derefter opvarmes pladerne, indtil loddet smelter, og plovskæret med plader i en varmeisolerende opsamler afkøles til stuetemperatur med en hastighed på 4 ° C / min. I dette tilfælde bruges L63-loddemiddel som loddemiddel, og FK-250-flux bruges som flux. Pladerne opvarmes med en brint-iltflamme af brænderen ved et gasblandingstryk på 0,5 MPa og en afstand fra brænderdysens udgang til pladeoverfladen - 50 mm. Det tekniske resultat er at øge vedhæftningsstyrken af kermetpladerne med plovskæret. 1 faneblad.
Opfindelsen angår landbrugsteknik, hovedsageligt maskiner til jordbearbejdning, og kan anvendes til at restaurere og forstærke plovskær af landbrugsmaskiner.
Der er en kendt metode til at opnå slidbestandige klinger af arbejdslegemer af jordbearbejdningsværktøjer ved at forstærke deres klinger, som består i, at der for at danne bølger i knivene, der fører til deres selvslibning, anbringes et hårdere metal på den glatte overflade af knivene intermitterende og parallelt med skærkanten, efterfulgt af begrænsning af overfladezonen (se AS USSR nr. 461721, klasse А01В 15/04, publ. 1975).
Men ved brug af denne metode har skæret en relativt lav slidstyrke, da den ikke-smeltede del af skæret slides meget hurtigere end de svejste områder, hvilket resulterer i, at den hårde legering, der svejses, blottes og smuldres, hvilket forringer betingelserne for selvskærpelse af aktien.
Det tætteste på den foreslåede metode i teknisk essens og det opnåede resultat er en metode til at genoprette plovskær ved at påføre hårde legeringer på deres skærelegemer. Dens essens er som følger: For at øge levetiden for plovskær og kultivatorpoter udføres påføringen af hårde legeringer på deres skærelegemer i to trin: den første er svejsning af en stålforing på en slidt næse, efterfulgt ved belægning med hård legering; i andet trin, efter mellemdrift, trækkes den slidte ud i den lige del af bladet på skærelegemerne, efterfulgt af dens hårde belægning (se AS USSR nr. 241959, klasse А01В 15/ 04, udg. 1969).
Plovskærenes arbejdsflader, restaureret ved denne metode, har imidlertid en lav vedhæftningsstyrke mellem den hårde legering og basismetallet, som et resultat af, at de restaurerede plove er kortlivede under drift.
Formålet med opfindelsen er at øge brudkraften og som følge heraf adhæsionsstyrken af de sintrede plader med plovskæret, samt at reducere forbruget af sintrede plader og at øge pløjeydelsen ved at øge arbejdshastigheden af pløjeenheden.
Opgaven opnås ved det faktum, at der i den kendte metode til at genoprette plovskær på overfladen af plovskæret laves en rille, rillen er fyldt med loddemetal, cermetplader er installeret på loddemetal, et ekstra lag loddemiddel og flusmiddel påføres ved samlingen af pladerne med den lodrette kant af rillen, pladerne opvarmes, indtil loddet smelter, og plovskæret med pladerne i den varmeisolerende solfanger afkøles til stuetemperatur med en hastighed på 4 ° C / min, mens L63 grade loddemiddel bruges som loddemiddel, FK-250 flusmiddel bruges som flusmiddel, og pladerne opvarmes med en brint-ilt flamme af brænderen ved en gastryksblanding på 0,5 MPa og en afstand fra brænderens dyseudgang til overfladen af pladerne - 50 mm.
Metoden udføres som følger.
Plovskær, der accepteres til restaurering, skal opfylde følgende krav: de skal renses for forurening til en tilstand, der tillader inspektion og påvisning af defekter; tykkelsen af bunden af den slidte del i området af bolthullerne er mindst 8 mm; bredden af det slidte skær, bestemt fra bagsiden (ikke-arbejdende) side som afstanden fra ryggen til den occipitale affasning - ikke mindre end 100 mm.
En rille med en dybde på 1,5 er lavet på overfladen af plovskæret. 2,0 mm. Denne operation udføres på en lodret fræsemaskine.
Derefter anbringes L63 loddemetal i en tidligere forberedt rille med jævne mellemrum, hvorefter metalkeramiske plader TN-20 eller T15K6 installeres på loddet. Derefter påføres et ekstra lag loddemiddel og flux af mærket FK-250 på krydset af hver plade med den lodrette kant af rillen.
Derefter opvarmes pladerne og den restaurerede plovskær ved hjælp af et bærbart gassvejseapparat MBV-500 med en brint-iltbrænderflamme. Procestilstande: afstanden fra brænderdysens udgang til overfladen, der skal restaureres, er 50 mm, iltforbruget er 400 l/t, brintforbruget er 375 l/t ved et gasblandingstryk på 0,5 MPa. I dette tilfælde stoppes brænderen skiftevis over hver plade for at sikre dens ensartede opvarmning. Opvarmning fortsættes, indtil fuldstændig smeltning af loddet sker. På denne måde er hver plade loddet. Udsættelse for en brint-iltflamme påvirker ikke det brugte loddemiddel, flusmiddel, sintrede plader og delemetal negativt.
Derefter anbringes det genvundne plovskær med de loddede metalkeramiske plader i en varmeisolerende opsamler opvarmet til en temperatur på 620.630 °C, sammen med hvilken den afkøles til stuetemperatur, idet afkølingshastigheden er 4 °C/min.
Resultaterne af sammenlignende test af den foreslåede metode og prototype er vist i tabellen.
Følgende funktionsfejl og slid er mulige i plovlegemer: skærebladet bliver sløvt, en affasning opstår på bagsiden, tåen er afrundet, skæret indsnævres i bredden. Der er hyppige tilfælde af brud på plovskæret og klipning af dens arbejdsdel som følge af at slå rødder og sten ved pløjning af højhastighedsplove, når bunken på lossepladsen er slidt, formen på marksnittet ændres, kanten er afrundet, arbejdsfladen er slidt og tåen brækker af, ved vingen slides den ud 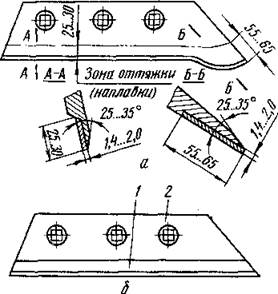
arbejdsflade. Feltbrættet og pletterne slides fra furesiden og nedenunder.
Skærets klinge, når den er sløv, skærpes af arbejdssiden til tykkelsen
Plovskær a-selvrensende; b-komposit svejset; 1-strimmel; 2-ryg
Formen på bladets slidte arbejdsflade kontrolleres med en skabelon. Afvigelse fra skabelonen er ikke tilladt mere end 6 mm. Hvis brystets tå knækker, kan bladet genoprettes. For at gøre dette er den afbrudte del lavet af en gammel losseplads, ifølge en skabelon, justeret i krydset og elektrisk svejset fra bagsiden til den slidte losseplads. Inden svejsning bliver emnet termisk behandlet for at opnå en hårdhed på NKS 62. 50. For at fjerne varme under svejsningen er områderne nær sømmen belagt med en opløsning af ler med asbest, en 5 mm tyk rød kobberforing anbringes under sømmen, og en klud gennemvædet i vand anbringes under foringen. Efter svejsning renses sømmen. Når bladets feltkant er slidt, aflejres den ved sekventiel overlejring. ruller med T-590 elektroder og slebet i en vinkel på 45. 50° til arbejdsfladen.
Med let slitage genoprettes feltbrædderne med hård belægning, efterfulgt af slibning, eller brug den ubrugte side af brættet, og vend det om. Til dette laves huller i det og hærdes.
Krølling af knivbladet er tilladt på højst tre steder med en dybde på op til 1,5. 2,0 mm og længde op til 15 mm. Skivevridning er ikke tilladt mere end 3 mm. Vævede skiver løber kolde på komfuret. De slibes til en bladtykkelse på 0,5 mm på en OR-6112 anordning til slibning af cirkulære knive og på tilbehør til en drejebænk med fræsere med plader lavet af hårde legeringer T15K6 osv. Aksial og radial udløb af skiven er tilladt højst end 3 mm.
Slid på enderne af skivenavene op til 8 mm kompenseres for ved at indstille skiver, så afstanden mellem udløberne på tilstødende skiver er mindst 4 mm. Støbejernsdele med revner svejses med PANCH-I fluxkernetråd ved elektrisk svejsning eller varmgassvejsning med støbejernsstænger.
Begræns visning af slidte skærelegemer på jordbearbejdningsmaskiner
Du kan først stille spørgsmål efter tilmelding. Log ind eller tilmeld dig, tak.
Se på ploven, hvad der skal udskiftes i den, så den pløjer og ikke skærer furer. Jeg vil prøve at poste et billede, det forekommer mig, at den første losseplads klipper til højre, jeg vil være meget taknemmelig for din hjælp.
Nå ja, den første bygning er skæv. Efterlader den anden krop også en fure?
For det første skal du indstille alle kroppe i et plan, og for det andet skal du justere ploven. Din losseplads fungerer ikke helt, derfor kammene.
Efter min mening kan der være to årsager:
1 Ploven er blokeret i furen
2 lav hastighed
I andre tilfælde ville kammene være forskellige, men du har alle de samme kamme
Muldpladen på den første krop adskiller sig fra den 2. og 3., og hvad er traktorens baghjulsspor?
Juster ploven.
kører du med traktor langs en fure eller på tværs af en mark? den første krop kaster ikke meget til det forrige spor. lossepladserne er normalt slebet, hvilket betyder, at der er en vending af sømmen. sporet fra pukary er jævnt og rent, det går præcist at dømme efter, at alle lossepladserne har samme slibehøjde, ja, næsten et plovskær og bryst 
dumper, men det er ikke fatalt (solariet vil æde lidt mere og pløje lidt mindre) Reducer grebets bredde lidt, tættere på hjulets pløjning (klumper) og alt bliver fantastisk. Hastigheden er ikke påkrævet. din plov har klassiske lossepladser (ikke højhastigheds) i tomgang
Lav en harve efter en plov, og du bliver glad.
- noget banker i motoren.
- skru op for radioen, så bliver du glad
Økonomisk politik er frem for alt kunsten at gennemføre, ikke kunsten at lægge planer. (A.V. Chayanov)
Vi skaber betingelser for udvikling:. støtte til landbrugsproducenter med hensyn til ikke at hindre dem. P.N. Cherkasov, Natalinskoe Moskva-regionen.
Det er en kendsgerning, at ploven skal reguleres, men derudover er det nødvendigt at regulere den måde, ploven er monteret på traktoren. så bliver agerlandet smukt.
Økonomisk politik er frem for alt kunsten at gennemføre, ikke kunsten at lægge planer. (A.V. Chayanov)
Vi skaber betingelser for udvikling:. støtte til landbrugsproducenter med hensyn til ikke at hindre dem. P.N. Cherkasov, Natalinskoe Moskva-regionen.
Hvordan man ikke justerer ploven, men rillerne og klumper vil stadig forblive. Især på hårdt underlag. Med harven bliver den helt jævn.
Og hvad, så præcis hvad kan man så uden at jævne med en kultivator?
kører du med traktor langs en fure eller på tværs af en mark? den første krop kaster ikke meget til det forrige spor. lossepladserne er normalt slebet, hvilket betyder, at der er en vending af sømmen. sporet fra pukary er jævnt og rent, det går præcist at dømme efter, at alle lossepladserne har samme slibehøjde, ja, næsten et plovskær og bryst
Ploven pløjer normalt, sporet fra et pas er jævnt 
Men det faktum, at det første korpus ikke tilføjer meget til det forrige, så er dette et problem, og det kan snarere helbredes på to måder: 1) Træk ploven med kædebånd tættere på højre side (ploven er langt væk fra furen, evt.
også feltbrædder kan kompostere hjerner)
2) Bare fordøj plovens fastgørelsespunkt (automatisk koblingstrekant).
Helt konkret er det op til dig at bestemme.
Skynd dig ikke for at gøre godt. Godt skal gøres langsomt, så det bliver bemærket og værdsat.
En rideplov, en traktorplov eller til en gå-bag-traktor er en uundværlig ting i en baggård. Ploven pløjer jorden og vender det øverste lag af jorden, hvilket reducerer mængden af ukrudt, gør jorden blødere og mere smidig. Du kan ikke kun købe en plov, men også lave den selv. For at gøre dette skal du ud over værktøjer og materialer have en ide om plovens struktur og dens geometri.
Det er kun muligt at lave en plov korrekt, når der er forståelse for pløjeprocessen, samt formålet med hver af plovens dele.
Ved pløjning skærer plovkilen sig i jorden i en bestemt vinkel, afhængig af jordens blødhed og fugtighed. Kilen adskiller reservoiret, løfter og komprimerer det, samtidig med at reservoiret opdeles i flere dele. Indgangsvinklen afhænger af, hvor mange dele jordlaget vil blive delt: Jo større vinklen er, jo større er opdelingen. Men hvis indgangsvinklen er mere end 45 grader, holder jorden op med at glide på pløjeanordningens arbejdsflade og begynder at samle sig foran den, hvilket gør yderligere arbejde vanskeligt.Den lodrette plov, det vil sige med en skarpere forvinkel, adskiller jorden fra kanten af furen og komprimerer den vandret. En plov med vandret styrevinkel fungerer anderledes: den afbøjer og drejer jordlaget.
En typisk arbejdsplov består af:
- En plovskær, der skærer jorden
- Dump,
- Kniv,
- Felt tavle,
- stativer,
- Skimmer.
Derudover kan ploven udstyres med:
- Stærkere metalramme
- Hjul
- En mekanisme, der korrigerer plovens arbejde i forhold til traktoren,
- Hydromekanismer,
- Pneumatisk hydrauliksystem.
Lossen kan have flere typer arbejdsflader:
- Skrue,
- Cylindrisk,
- Cylindroid.
Den cylindriske maler jorden perfekt, men formationen dannes dårligt. Dette er ikke altid praktisk. Den cylindriske arbejdsflade bruges normalt til arbejde i blød jord. Det mest bekvemme og praktiske at arbejde med er en cylindrisk overflade, som smuldrer godt og vender jorden om, og som også klarer både tør og våd jord.
For at lave en plov derhjemme med dine egne hænder skal du have:
- ruller,
- Kværn,
- Gasskærer,
- Fastgørelsesmidler,
- Måleværktøj,
- Hammer,
- Svejsemaskine,
- Saks til at skære metal.
Før arbejdet påbegyndes, anbefales det at tegne en tegning eller diagram eller finde en færdig version på internettet. Dette giver dig mulighed for visuelt at repræsentere arbejdets fremskridt, placeringen af alle dele og fastgørelseselementer.
Den nemmeste mulighed at fremstille. Ensidet enhed kan laves i ét stykke, i form af en enkelt krop og sammenklappelig. Den sammenklappelige version er praktisk, idet den giver dig mulighed for at fjerne plovskæret for at slibe. Plovskæret kan udskiftes med en skive fra en cirkulær plade. Dumpningen foregår normalt på to måder. Den første af dem kræver brug af et rørsnit, omkring fem millimeter tykt og halvtreds centimeter i diameter.
Et emne skæres ud af snittet, og ved hjælp af en vinkelsliber bringes det til den nødvendige størrelse. Den anden metode til at lave en losseplads involverer tilstedeværelsen af en stålplade, fire millimeter tyk, eller en cylinder med samme vægtykkelse, men med en sektion på omkring 50 cm. Ved hjælp af en svejsemaskine eller en metalsaks skæres en form ud og bøjet i form af en cylinder. Hvis der er afvigelser fra de nødvendige dimensioner, kan du bruge en hammer til efterbearbejdning.
Eventuelle tegninger indeholder seks bestanddele:
- Metalskive eller plovskær,
- Fonden,
- Afstandsplade,
- Sideklap,
- Rør skåret til klappen,
- Feltarbejdstavle.
Plovskæret er normalt installeret ved hjælp af en metalplade og flere kiler, skrå i en vinkel på femogtyve grader. Fastgøres ved topunktssvejsning, og forbinder også stativet og sideskjoldet. Det er tilrådeligt at gøre skjoldet en centimeter højere end den nederste kant af skæret, mens skjoldets kanter skal overlappe kanten af bladet med fem eller seks millimeter.
Plovskæret med klingen fastgøres ved svejsning, så de er en enkelt helhed, uden huller og ujævnheder. Vinklen mellem dem bør ikke overstige syv grader. Et svejset skær og et blad er fastgjort til sidestativet, og selve stativet svejses først til basen og derefter til afstandspladen. Til sidst svejses skærets hjørner til basen. Alle spor af svejsning og sømme renses, og klingen med en skær slibes.
Denne type er mere effektiv til pløjning af store arealer. Til produktion kræves en stærk stålramme, lavet af en rund eller rektangulær profil, mindst to millimeter tyk. Størrelsen på rammen afhænger af antallet af nødvendige arbejdsemner og kontrolelementet. I arbejdslegemet skal andelen placeres nedefra, da dens rolle er at flytte et lag jord til lossepladsen. Lossen vender jorden, skærer og forskyder sig og danner en fure.
Stativet er nødvendigt for at fastgøre arbejdsredskaber til rammen og holde kniven. Der er lavet flere justerbare huller i den, som giver dig mulighed for at ændre pløjedybden.Normalt er stativet svejset af en metalplade, mindst en centimeter tyk, og fastgjort til rammen med bolte.
Rammen med alle arbejdsredskaber er fastgjort til minitraktoren eller walk-behind traktoren med en hjemmelavet trækstang eller træk. Trækstangen skal nødvendigvis have et håndtag, og have en lige eller V-form. Den anden form er mere effektiv, da den gør ploven meget mere stabil. For større stabilitet og lige bevægelser kan du også installere markhjul. De er fastgjort til rammen med et justerbart beslag.
For at samle en plov med dine egne hænder skal du overholde en meget vigtig regel: alle dele af enheden svejses først ved punktsvejsning, og kun når alle delene er på deres plads og fastgjort korrekt - den sidste. Kvaliteten af håndværket er let at kontrollere - hertil skal bladet med skæret fjernes, og selve ploven skal placeres på bordet. Ved at trykke ploven stramt, kontroller, om bordfladen er sammenfaldende med den vandrette overflade af løberen. Hvis der ikke er nogen afvigelser, er alt gjort korrekt.
Du kan også bestemme en god konstruktion ud fra følgende kriterier:
- Den skarpe kant af skæret er placeret to centimeter under løberen,
- Skæret med bladet rager ikke ud over den lodrette kant af løberen med mere end en centimeter,
- Der er ingen mellemrum mellem slæden og klingen.
Et hjemmelavet apparat er monteret på en baggående traktor ved siden af pløjeområdet. De starter med montering af stålhjul - de forhindrer den bagkørende traktor i at glide i jorden. Næste trin er at fastgøre ploven, men spænd ikke alle fastgørelsesmøtrikker helt. Med deres hjælp vil enheden blive justeret, som begynder på et specielt stativ. Stativets højde skal være lig med pløjedybden. Efter montering og kontrol af fastgørelsen af alle enheder placeres ploven på jorden.
Ydelsestesten udføres på tre-furet pløjning.
Dette er tilstrækkeligt til at måle dybden og kontrollere væltede formationer. Hvis furerne løber over hinanden, eller afstanden mellem dem er mere end ti centimeter, skal alle komponenter justeres igen.
















