I detaljer: DIY reparation af en dieselmotor topstykke fra en rigtig mester til webstedet my.housecope.com.
Hovedreparation begynder med grundig rengøring med petroleum eller opløsningsmiddel. Vi fjerner kulstofaflejringer fra forbrændingskammeret og fra ventilpladerne med en metalbørste, fastspændt i borepatronen på en elektrisk boremaskine. Når du adskiller ventilmekanismen, skal du bruge et ventiltørremiddel, for eksempel det, der er vist på billedet nedenfor, men den mest effektive er let at lave med egne hænder, ifølge tegningerne offentliggjort her i denne artikel.
Før og efter demontering inspicerer vi omhyggeligt cylinderhovedet. Revner, afslag i nogen dele af hovedet er ikke tilladt. Hvis du har mistanke om, at kølevæske er kommet ind i olien, kontrollerer vi hovedet for lækager, for dette er det nødvendigt at lukke hullerne i kølekappen og sænke hovedet i varmt vand, sprøjte trykluft ind i det under et tryk på 1,5 - 2,0 kg. Der må ikke udsendes luftbobler inden for 1,5 minutter. Mere detaljeret om en sådan kontrol, samt om reparation af et revnet hoved, skrev jeg her.
Sadler ventiler. Formen på ventilsædets affasninger er vist på billedet. På sædernes arbejdsfasninger i kontaktområdet med ventilerne bør der ikke være korrosion, huller, udbrændinger og skader. Vi eliminerer mindre skader ved at fjerne (så lidt metal som muligt) med et specielt sæt fræsere med guider (for eksempel et højkvalitetssæt fra det amerikanske firma NEWWAY). Jeg skrev om dette i detaljer i denne artikel.
Skyl derefter hovedet, sæderne og oliekanalerne grundigt og blæs dem derefter med trykluft.
Ventilstyr... Vi kontrollerer mellemrummet mellem henholdsvis styrebøsningerne og ventilstammerne ved at måle ventilspindlen med et mikrometer og en indre måler til styrebøsningens hul. Frigang til nye bøsninger: 0,022 - 0,055 mm for indsugningsventiler og 0,029 - 0,062 mm for udstødningsventiler. Når den er slidt, er den maksimalt tilladte frigang 0,3 (i fravær af øget støj). Hvis den øgede frigang mellem styret og ventilen ikke kan elimineres ved at udskifte den med en tykkere ventil, så skifter vi styremuffen (tryk ud) - læs om det her.
Video (klik for at afspille).
Det er muligt at øge ventilspindlens diameter med forkromning, forudsat at der ikke er trin (ujævnt slid af diameteren) på spindlen. Hvis nye bøsninger er blevet presset ind (det er bedre at bestille bronzebøsninger til en drejer), så skal de efter indpresning sættes ind med en speciel oprømmer med en lang føring. Derefter gnider vi ventilerne til sæderne med lappepasta (gerne vandbaseret) - læs hvordan du gør det korrekt her.
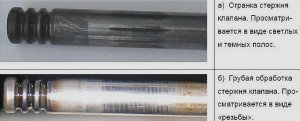
Vi kontrollerer også ventilerne med en måleindikator for fravær af krumning af stangen, ruller ventilen i to små prismer og ser afvigelserne fra indikatorpilen. En afvigelse på endda nogle få hundrededele af en mm. uacceptabelt. Ventilskafttætningerne udskiftes naturligvis med nye.
Ventilfjedre vi inspicerer for revner, kontroller elasticiteten.
Skubbere ventiler: vi kontrollerer deres arbejdsflade (gnidnings-)overflade, den må ikke ridses eller ridses.
Knastaksel , knasternes arbejdsflader, overfladerne til olietætningen samt excentrikken (slet ikke) er bleget eller cementeret for at øge slidstyrken, disse overflader skal være polerede og ikke have mærker, ridser og slid i form for afskrabninger, trin.
Hvis der er dybe risici og de ovennævnte defekter, skal akslen udskiftes.Vi installerer knastakslen på to prismer og kontrollerer den radiale udløb ved hjælp af indikatorstativet. Udløbet af lejetapperne og bagsiden af knastene bør ikke overstige 0,02 mm. Nå, jeg råder dig til at læse, hvordan du øger ressourcen til en standard knastaksel her.
Lejehuse knastakslen må ikke have revner og skader, og der må ikke være ridser eller ridser på lejefladerne til knastakseltapperne. Mellemrummet mellem knastakseltapperne og støttehullerne bestemmes ved at måle disse dele og trække en mindre fra den større (mikrometer og intern måler).
Spalten kan også bestemmes ved hjælp af en plastikkalibreret wire (beskrevet ved hjælp af krumtapakslen som eksempel) Designafstand for nye dele: 0,069 - 0,11 mm, og det maksimalt tilladte slid: ikke mere end 0,2 mm. Efter at have udskiftet dele, der ikke passer ind i de maksimalt tilladte afstande, er det tilbage at samle alt. Efter fræsning af sæderne og lapning af ventilerne på ventilen ved kontaktpunktet med sædet, skal der være en tynd (1 - 1,2 mm) mat strimmel uden brud i en cirkel.
Efter montering af ventilmekanismen (udtørring) kontrollerer vi ventilerne for utætheder, for dette fylder vi forbrændingskamrene med petroleum, i mindst to minutter eller bedre end fem, der bør ikke være lækage af petroleum mellem sadlerne og ventiler. Dernæst installerer vi hovedet på blokken, naturligvis, og installerer en ny pakning mellem dem.
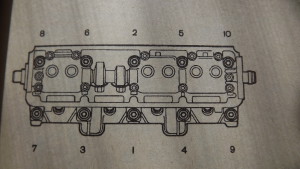
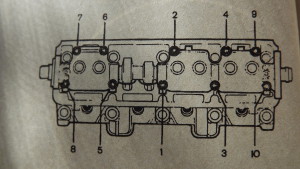
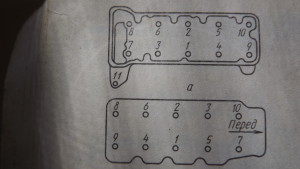
Rækkefølgen for tilspænding af hovedbolte og møtrikker på lejehusene, se billedet nedenfor. Ved tilspænding bruger vi en momentnøgle, og det nødvendige tilspændingsmoment for boltene findes i manualen til vores motor. Det er tilbage at sætte på og stramme drivremskiven og justere de termiske spillerum.
ventil dehydrator
Justering af termiske mellemrum.
Ventilernes termiske afstande på hver motormodel har en anden betydning, på dieselmotorer er det mere, på benzinmotorer er det mindre, og hver producent skriver sin egen værdi i manualen eller på mærkaten på ventildækslet (til udstødning). , det er altid mere, da opvarmningen er mere).
Jeg vil beskrive justeringen af hullerne, og hvis der er nogle tal, så er dette kun en omtrentlig værdi. Generelt er der to hovedmetoder til justering: ved at udskifte justeringsskiverne (på nyere motorer) og på ældre (klassiske) motorer ved at bruge justeringsbolte med låsemøtrikker.
Shim metode: til at begynde med indstiller vi knastakslen i henhold til mærkerne (normalt på remskiven og hovedforbindelsen med blokken), men drej kun krumtapakslens bolt med uret og drej den derefter yderligere 40 -50 °. Det er 2 - 3 tænder på knastakselremskiven, mens der vil være en forbrændingsfase i den første cylinder.
Vi måler ventilafstandene på den første cylinder ved hjælp af en følemåler, og hvis afstandene er større end normalt, så husker vi hvor meget mere, så klemmer vi skubberen og fjerner justeringsskiven. Vi måler dens tykkelse med et mikrometer. Bestem tykkelsen af den nye skive ved hjælp af formlen: T = B + (A - B), hvor T er tykkelsen af den nye skive, A er det målte mellemrum, B er tykkelsen af den fjernede skive, B er den nominelle mellemrum mm.
For eksempel: A = 0,28 mm; B = 3,80 mm; B = 0,25 mm, så får vi T = 3,80 + (0,28 - 0,25) = 3,83 mm - tykkelsen af den nye skive. Træk i skubberen (med en speciel dorn), installer en tykkere ny spændeskive, og kontroller derefter, at oliepinden skal trænge ind mellem skubberen og knasten med en let klemning. Det er fortsat at rotere krumtapakslen en halv omgang konsekvent (og mærket på knastakselremskiven drejes 90 °) og justere ventilafstandene på de resterende cylindre.
Metode medjusteringsbolte endnu nemmere. Først på samme måde sætter vi knastakslen på mærkerne, som svarer til enden af kompressionsslaget på stemplet på den første cylinder, kontroller spaltestørrelsen ved begge ventiler med en sonde, og hvis sonden passerer frit eller går slet ikke, laver vi en justering.
For at gøre dette skal du sætte en skruenøgle på justeringsbolten og løsne denne låsemøtrik på den åbne låsemøtrik.Derefter indsætter vi en oliepind mellem justeringsbolten og ventilspindlen og drejer bolten, så vi sikrer, at oliepinden glider med let anstrengelse, når vi har opnået det, fjerner vi oliepinden og spænder låsemøtrikken, og sørg for at justeringsbolten forbliver på plads (vender ikke).
På samme måde justerer vi afstandene i 3, derefter 4 og 2 cylindre, og drejer krumtapakslen 180 ° efter hver cylinder (knastakslen roterer henholdsvis 90 °). Det er alt, luk ventildækslet.
Du kan læse mere om justering af ventilens termiske spillerum her.
Ofte på motorer, der har været drevet med forkerte termiske spillerum, brænder ventilskiverne i stedet for deres kontakt med sæderne og mister deres tæthed. Herfra falder kompressionen i cylindrene naturligt, og følgelig falder motorkraften.
Du kan genoprette motoren til sin tidligere styrke ved at gnide ventilerne. Hvordan og ved hjælp af hvad man gør dette korrekt, kan du læse her i denne nyttige artikel. Nå, om enheden, vedligeholdelse og reparation af motorhovedet skrev jeg en separat detaljeret artikel her.
Jeg håber, at denne artikel om cylinderhovedreparation vil være nyttig for nybegyndere, succes for alle.
Lad os starte med at definere begreberne. Cylinderblokken i en moderne bil er grundlaget for motoren, hvorpå resten af motorkomponenterne er installeret: cylindre, krumtapaksel, oliebeholder, cylinderhoved.
Det er netop fejlfunktioner og reparationer af topstykket, vi er interesserede i. Er det muligt at reparere cylinderhovedet med egne hænder i et garagehus? Og håndværkere svarer utvetydigt - ja, reparation af cylinderhovedet med egne hænder er muligt.
Lad os starte med at præcisere, at reparation af et cylinderhoved er en kompliceret operation og vil kræve af dig: en lille smule forståelse af blokenheden, tilstedeværelsen af et specielt låsesmedværktøj og evnen til at eje det.
Grundlæggende værktøj til reparation af cylinderhoved
Dorn til indpresning af ventilspindeltætninger.
Mikrometer til måling af ventiler og styremuffer.
Rømmer til udrulning af nye bøsninger.
Dorn til udpresning af bøsninger.
Dorn til presning i bøsninger.
Indretninger til tørring af ventilfjedre.
Sæt med undersænke til restaurering af ventilsæder.
Elektrisk kogeplade til opvarmning af topstykket under fejlfinding og før tryk på bøsningerne.
Glem ikke de nødvendige reservedele og tags
Som regel kræver næsten enhver reparation af et cylinderhoved dets demontering. Undtagelser er f.eks. udskiftning af ventilspindelpakninger. Derfor, før du begynder at afmontere cylinderhovedet, skal du overveje at købe det nødvendige sæt reservedele.
Dagens marked tilbyder hovedsæt (eller, i enkle vendinger, øvre sæt), som inkluderer en cylinderhovedpakning og alle olietætninger og pakninger placeret over hovedpakningen.
Nå, værktøjet og minimumssættet er klar, vi begynder at fejlfinde cylinderhovedet.
Før demontering skal du sørge for at kontrollere den relative position af krumtapakslen og knastakslen i henhold til mærkerne. Op til det punkt, at vi selv sætter yderligere mærker.
For specifikke bilmodeller er teknologien til afmontering af topstykket beskrevet i manualerne. Men det særlige ved nogle operationer er værd at huske.
Vi løsner hovedmonteringsboltene fra midten med 0,5-1 omgang skiftevis. Boltene med indvendige slidser skal først renses for kulaflejringer, ellers truer en løst indsat nøgle med at knække af og problemer under demontering;
ved demontering af cylinderhovedet, hvis der ikke er noget forbindelsesdiagram for alle slags vakuumrør, skal du selv skitsere dette diagram efter at have påført de relevante mærker.
Når du fjerner ventilfjedrene, skal du bruge tørretumblere, ikke "stærk hammer"-princippet.
Overvågning af cylinderhovedets tilstand
Som udgangspunkt er der ikke mange grundlæggende parametre i topstykket, der skal tjekkes, før man går i gang med at reparere topstykket. Så lad os begynde at lede efter typiske cylinderhovedfejl.
Det nederste plan af cylinderhovedet... Det kontrolleres ved hjælp af en lige kant og et sæt sonder. Linjalen placeres langs hovedets diagonaler på et plan, og tykkelsen af mellemrummet bestemmes ved hjælp af en følemåler. Hvis frigangen er mere end den maksimalt tilladte frigang på 0,05-0,06 mm, kræves slibning af cylinderhovedet.
Slidte knastakseltap og lejer... Alle diametre måles med et mikrometer og sammenlignes med de maksimalt tilladte værdier for en bestemt motormodel. På baggrund af måleresultaterne tages der stilling til typen af reparation eller udskiftning af dele. Glem ikke at visuelt vurdere overfladernes ydre tilstand. De bør ikke have tydelige tegn på mekanisk skade: ridser, skår, skrammer, riller osv.
Slidovervågning af ventilstammer og bøsninger... Den er lavet med et mikrometer på flere kontrolpunkter på stangen rundt om omkredsen. Ventilen ændres, hvis forskellen i diameter overstiger de maksimalt tilladte parametre angivet af producenten.
Hvis du ikke har sådan en anordning som en intern måler til at bestemme sliddet på styrebøsningerne, så kan det bestemmes af ventilslør (ny) i bøsningen. Som regel udskiftes bøsninger med nye.
Slid på sådanne dele, som: sadler, håndtag, vippearme, knaster bestemmes visuelt. Hvis affasningen på ventilen er "fejlet", men stangen er i orden, så behandles den, og ventilen kan genbruges.
Andre cylinderhoveddefekter kan også identificeres visuelt. Tilstedeværelsen af grater og seriffer på overfladen af blokhovedet elimineres ved at slibe cylinderhovedet for at eliminere den utætte forbindelse mellem cylinderhovedet og selve blokken.
Således udfører vi reparationen af cylinderhovedet samtidig med fejlfindingen, som man siger, så snart der kommer problemer.