I detaljer: gør-det-selv cylinderhoved reparation 2112 16 ventiler fra en rigtig mester til webstedet my.housecope.com.
4.22. Detaljer om cylinderhovedet: 1 - blokkens hoved; 2 - indsugningsknastaksel; 3 - pakdåse; 4 - en udstødningsknastaksel; 5 - knastaksel lejehus; 6, 8 - tætningsringe; 7 - styrerør; 9 - blok hoveddæksel; 10 - beslag til fastgørelse af ledningsnettet; 11 - stik; A - den karakteristiske rem på indsugningsknastakslen
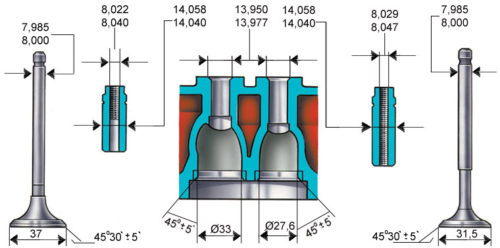
Hoved 1 (fig. 4.22) af cylinderblokken er fælles for fire cylindre, støbt af en aluminiumslegering, med hofteformede forbrændingskamre. Indløbs- og udløbskanalerne føres ud til forskellige sider af blokhovedet. Ventilerne er arrangeret i en V-form i to rækker: på den ene side indsugningen, på den anden side - udstødningen.
Sintrede ventilsæder og ventilstyr af messing presses ind i hovedet. Den indvendige diameter af styrebøsningerne er (7 ± 0,015) mm, den ydre diameter (for bøsninger, der leveres som reservedele) er 12,079-12,090 mm og 12,279-12,290 mm (bøsningen øges med 0,2 mm).
Ventilerne svarer i design til dem i motoren mod. 2110, men har mindre diametre af plader og stænger. Indløbsventilen har en skivediameter på 29 mm, og udløbsventilen har en diameter på 25,5 mm. Diameteren af indløbsventilens spindel er (6,975 ± 0,007) mm, diameteren af udløbsventilen er (6,965 ± 0,007) mm.
Der er installeret en fjeder til hver ventil. Længden af fjederen i fri tilstand er 38,19 mm, under en belastning på (240 ± 9,6) skal N [(24,5 ± 0,98) kgf] være 32 mm, og under en belastning på (550 ± 27,5) N [( 56,1) ± 2,8) kgf] - 24 mm.
Ventilerne aktiveres af knastakselknaster gennem cylindriske hydrauliske skubbere placeret i cylinderhovedets styrehuller langs ventilhullernes akse. Hydrauliske pushere eliminerer automatisk ventilspillerum, så der er ingen grund til at kontrollere og justere ventilspillerum, når du servicerer et køretøj.
Video (klik for at afspille).
4,23. Motorophæng med motormod. 2112: 1 - beslag på højre sidestykke af kroppen; 2 - nedre pudebegrænser; 3 - pude af den rigtige støtte; 4 - den øvre begrænser af puden; 5 - pude fastgørelsesmøtrik; 6 - afstandsvasker; 7 - støtte fastgørelsesmøtrik; 8 - højre støttebeslag; 9 - bageste støttestang; 10 - bageste støttebeslag; 11 - pude af venstre støtte; 12 - møtrik med skive; 13 - venstre støttebeslag; 14 - forreste støttebeslag; 15 - bar af den forreste støtte
Olie til betjening af hydrauliske pushere tilføres fra smøresystemet gennem en lodret kanal i cylinderblokken til kanalen i cylinderhovedet omkring den 5. fastgørelsesbolt (se fig. 4.23), og derefter gennem de øvre kanaler lavet på den nederste lejehusets plan. Gennem de samme kanaler tilføres olie til smøring af knastakseltapperne. En kontrakugleventil er placeret i topstykkets lodrette kanal, som forhindrer olien i at dræne fra de øverste kanaler, efter at motoren er stoppet.
To knastaksler bruges til at drive ventilerne: indsugning og udstødning. Akslerne er støbt af støbejern og udstyret med fem lejetapper, som roterer i sæder lavet i topstykket og i ét fælles knastaksel lejehus. For at øge slidstyrken bleges kammenes arbejdsflader og tappen til olietætningen. For at skelne indsugningsknastakslen fra udstødningsknastakslen er der tilvejebragt et markant bånd A på indsugningsakslen nær den første understøtning.
Akslerne holdes mod aksiale bevægelser af trykkraver placeret på begge sider af frontstøtten. De forreste ender af knastakslerne er forseglet med selvspændende gummitætninger.De bagerste huller placeret langs akslernes akse i cylinderhovedet og lejehuset er lukket med gummierede hættepropper.
Kontrol af den tekniske tilstand og reparation af cylinderhovedet svarer til dem, der er beskrevet for motormoden. 2110.
Du skal bruge: en anordning til at komprimere ventilfjedre, en anordning til at presse ud og en dorn til at presse ventilstammetætninger ind, en 10 topnøgle, en 10 sekskantet fatning, en skruetrækker, en pincet.
1. Fjern topstykket fra motoren (se "Afmontering af topstykket på køretøjet").
2. Skru kølevæsketemperaturmålerens sensor af bagenden af blokhovedet.
3. Skru advarselslampesensoren for olietryksfald af knastaksellejehuset.
4. Fjern de to monteringsbolte og fjern brændstofrørsbeslaget.
5. Fjern tændrørsføringsrørene fra cylinderhovedets og knastaksellejehusets boringer.
6. Fjern de seksten knastaksellejehusbolte.
8. Fjern propperne fra bagenden af blokhovedet.
9. Fjern knastakslerne fra cylinderhovedstøtterne, og fjern olietætningerne fra deres forender.
10. Fjern de hydrauliske ventilskubbere fra hullerne i cylinderhovedet.
11. Fjern krakkerne fra fjederpladerne ved at komprimere ventilfjedrene med et værktøj.
12. Fjern fjedrene med lommer.
13. Vend topstykket om, og fjern ventilerne fra undersiden.
14. Fjern ventilspindelpakningerne fra styrebøsningerne.
15. . og fjederskiver.
16. Rengør cylinderhovedet og lejehusene for gamle fugemasserester, snavs og olie før genmontering.
17. Installer fjederstøtteskiverne.
18. Smør ventilerne, hydrauliske trykventilhuller, ventilstyrehuller og nye ventilskafttætninger med motorolie (gamle pakninger kan ikke bruges).
19. Tryk hætterne på styrebøsningerne med en dorn.
20. Indsæt ventilerne i styrebøsningerne, monter fjedrene og fjederpladerne.
21. Ved at komprimere fjedrene med enheden, installer ventilsplitterne.
22. Indsæt hydrauliske ventilskubbere i hullerne i cylinderhovedet.
23. Smør lejetapperne og knastakselkammene med motorolie og anbring dem i topstykkestøtterne.
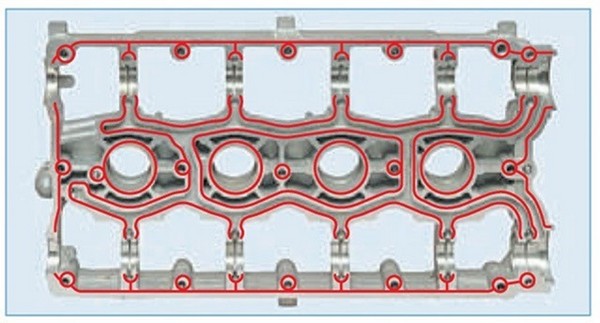
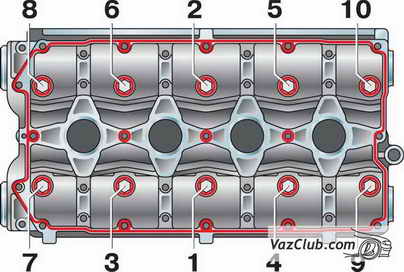
24. På overfladen af cylinderhovedet, der passer til knastaksellejehuset, påføres Loctite-574 tætningsmiddel i form af et bundt med en diameter på 2 mm, som vist på billedet.
25. Installer lejehuset og spænd boltene til dets fastgørelse jævnt på tværs, startende fra de midterste understøtninger.
26. Pres nye knastakselolietætninger ind med en dorn (du kan bruge et hoved fra et sæt værktøj eller et stykke rør med en passende diameter som en dorn), efter at have smurt dem med motorolie.
27. Tryk propperne på den anden side af topstykket ind.
28. Placer O-ringene på tændrørsføringsrørene og smør dem med motorolie.
29. Installer styrerørene i hullerne i cylinderhovedet og knastaksellejehusene.
30. Skru kølevæsketemperaturmålerens sensor ind i cylinderhovedet.
31. Skru sensoren til advarselslampen for olietrykfald ind i knastaksellejehuset.
32. Installer brændstofrørets holdebeslag på cylinderhovedet.
Referencemanual til vedligeholdelse af biler VAZ, LADA 110.
Tændingsjustering 2110. Kompression af motoren VAZ 2112, startspærre til VAZ 2111. Ventildæksel VAZ 2112, cylinderblokpakning VAZ video. Prisen for en generator til en vaz. udskiftning af sikringer VAZ 2112, designet af oliemodtageren VAZ 2112. Fabriksanbefalet olie i kassen VAZ 2112. Udskiftning af vandpumpen (pumpen) VAZ 2112.Udskiftning af ventilstammetætninger VAZ 2110.
Biler fra VAZ-2112-familien blev produceret med en af to 16-ventils motorer - 21124 og 21120. Arbejdsvolumen af disse motorer er anderledes, og kun en del kaldet "cylinderhoved" bruges - det er betegnet med tallene 2112 -1003011. Det forlyder, at topstykket fra 21120-motoren ikke passer til den 24. motor, men en omvendt udskiftning er mulig. Der er dog kun én SKU i reservedelskataloget, og den passer til to motorer på én gang. Yderligere overvejes det, hvilke handlinger for at reparere VAZ-2112 cylinderhovedet kan udføres af os selv. Vi vil kun tale om 16-ventils ventiler.
Et eksempel på demontering er vist i videoen. Vi ser.
Først og fremmest, for at komme til cylinderhovedet, skal du fjerne cylinderhoveddækslet. For forskellige 16-ventils ventiler er denne operation forskellig, og artikelnumrene for dækslet ser også forskellige ud: 2112-1003260 (-10) og 21124-1003260.
Dæksel fra forbrændingsmotoren VAZ-21124 (1,6 l)
Tandremmen skal også afmonteres - der er ingen forskel på de forskellige motorer.
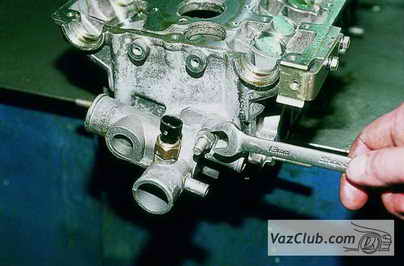
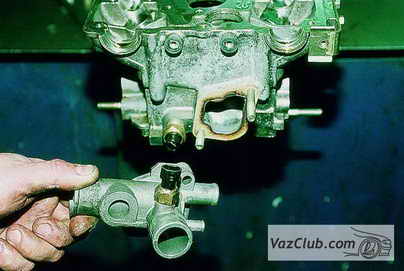
Overvej, hvordan du kan afmontere udstødningsmanifolden fra cylinderhovedet. På motor 21120:
Fjern lyddæmperens udstødningsrør: Skru to møtrikker 1 af (nøgle "13"), fjern spændestangen, skru seks møtrikker 2 af (nøgle "14") og afmonter, og glem ikke at slukke for iltsensoren. Billedet viser tre nødder ud af seks.
Alt vigtigt er under skærmen
Nu vil vi tale om 21124-motoren:
Vi slukker begge iltsensorer. Vi skruer de tre møtrikker af, der fastgør beskyttelsesskærmen (nøgle "10") og adskiller beslaget ved at skrue de fire møtrikker af med nøglen "13".
Sådan skilles monteringsbeslaget ad
Betjening med ekstra lyddæmper
Her overvejede vi, at VUT-slangen var koblet fra indsugningsmodulet. I finalen, på enhver af motorerne, skrues stearinlysene af (rørnøgle "16").
Tilspændingsmomenterne for fastgørelsesskruerne er angivet i en anden tekst. Generelt begynder reparationer af cylinderhovedet på VAZ-2112 hatchbacks med at erstatte de "aflange" skruer med nye. Længden skal være 95 mm eller mindre.
Fremgangsmåden for at løsne (venstre) og spænde fastgørelsesskruerne
Ved at tage en bred stållineal tjekker de:
Målene tages langs hver af diagonalerne. Brug et sæt sonder.
For at fjerne enhver ventil skal du fjerne knastakslen. Alle skruer på lejehuset skal skrues jævnt af og spændes med en kraft på 10 N * m. Den hydrauliske kompensator kan fjernes med en magnet, og derefter tørres ventilen ved at trykke fjederen sammen med en aftrækker (se billede).
Kulstofaflejringer kan være til stede i ventilkanalerne. Det renses af:
Flad skruetrækker;
Slibefilt.
Lapping udføres som følger: et gummirør sættes på ventilen, en pasta med diamantspåner påføres (en dråbe), derefter presses ventilen ind i kanalen og rulles. Det vil være muligt at skifte ventilspindelpakningerne (2112-1007026). Du kan ikke undvære en speciel aftrækker.
På enhver bil, inklusive VAZ-2112, er cylinderhovedreparation reduceret til rengøring og kontrol samt korrigering af geometrifejl. I sidstnævnte tilfælde taler vi om fræsning. Tilstedeværelsen af revner og spåner er en grund til udskiftning, ikke til reparation.
Den udbrændte ventil kan ses med det samme.
En ventil i cylinder 2 udbrændte
Der blev fundet kulstofaflejringer i hver ventilkanal.
Kulstofaflejringer i cylinderhovedets kanaler
Reparation: rensning af alle kanaler, udskiftning af ventilen med lapning. Den direkte implementering af reparationen af VAZ 2112 cylinderhovedet vil kræve flere operationer, hvor der er behov for noget særligt udstyr. Selvfølgelig er der ingen sådan mulighed derhjemme, og bilister udskifter simpelthen slidte dele. Dernæst vil vi overveje processen med at reparere blokhovedet samt nogle af de nuancer, der er forbundet med dette arbejde.
Før du fortsætter direkte til cylinderhovedreparationsprocessen, er det værd at bemærke, at hovedet skal skilles helt ad, og alle nødvendige reservedele skal købes. Overvej processen med et komplet eftersyn af cylinderhovedet.
Processen med at vaske bilreservedele med varm petroleum
For at vaske hovedet skal det skilles helt ad, det vil sige, at alle dele, der let kan fjernes, demonteres. En fuld vask kræver 12 liter varm petroleum. I bilservice gøres dette ved hjælp af en spray, der afgiver væske under tryk. Så alt snavs og rester af metalspåner vaskes af. Vask udføres, indtil topstykket er helt rent.
Crimpning af cylinderhoved
Crimpning er en proces, hvorved en dels integritet kontrolleres. Crimpning kan udføres på to måder, som i princippet ligner hinanden. Den første er at lukke alle revner og fylde delen med vand. Der er, et sted vand kommer igennem eller strømmer, så er integriteten brudt, og reparationer er nødvendige. Den anden metode er at lukke alle revner, og hovedet nedsænkes i en vandig opløsning. Det vil umiddelbart kunne ses, hvor trykaflastningen af delen finder sted. Hvis hovedets integritet er beskadiget, er det nødvendigt at genoprette det.
Ventilsæderne skal fjernes, før man fortsætter med resten af eftersynet. I bedste fald vil de let slå ud af sædet, og hvis ikke, så bliver du nødt til at bruge russisk opfindsomhed.
Ventilen er svejset til sædet og slået ud af sædet
Så hvad hvis ventilsæderne ikke er slået ud? Løsningen er enkel. Det er nødvendigt at svejse et rør til dem, så arbejdsenden passerer gennem styremuffens kanal og slår ud, indtil sadlen kommer af sædebeslaget. Selvfølgelig kan der dannes revner på sadlens sædering eller et stykke knækker af. Efter afslutning af proceduren er det nødvendigt at inspicere stedet og om nødvendigt svejse med argon svejsning.
Ofte er reparation af cylinderhovedet ikke komplet uden at kontrollere flyet. Det kan gøres ved at kontakte en bilservice, der har en teststand, eller ved at bede en nabo i garagen om en speciel lineal til måling af topstykkets plan.
Måling af cylinderhovedplanet for deformation ved hjælp af en metallineal og en sonde
Vigtig! Det anbefales at give sådanne blokhoveder til en bilservice med det rigtige udstyr, da de kun der vil være i stand til at måle flyet og slibe det til den ønskede størrelse.
Så hvis der er en deformation på blokhovedet, eller flyet har en afbøjning, skal det slibes. Denne operation udføres på en speciel overfladeslibemaskine. Normalt rådes autoreparatøren til ikke at fjerne mere end 10 mm tykkelse. Overvej de mulige muligheder for slibning af cylinderhovedet efter dimension:
Reparation 1 - 1-2,5 mm;
Reparation 2 - 2,5-5 mm;
Reparation 3 - 5-7,5 mm;
Reparation 4 - 10 mm - den maksimalt tilladte værdi for slibning af GBU VAZ 2112.
Cylinderhovedets overfladeslibeproces
Bemærk! Hvis du fjerner tykkelsen af flyet mere end 10 mm, kan dette føre til forkert drift af timingmekanismen, tab af kraft og en stigning i brændstofforbruget.
Argonsvejsning er svejsearbejde, der udføres på aluminium. Til dette bruges en speciel gas - argon. Så for at eliminere revner og svejsedefekter i ventilsædernes sæder er det nødvendigt at svejse dem og derefter udføre fræsearbejde på specialudstyr.
Processen med at reparere revner i cylinderhovedet ved hjælp af argon svejsning
Efter at svejse- og fræsearbejdet er udført, er det nødvendigt at bringe overfladen til klarhed. Til dette placeres cylinderhovedet på et specielt stativ, hvor overfladen poleres ved hjælp af en speciel pasta produceret af ABRO eller dets analoger. Dette er nødvendigt, så overfladen ikke har ruhed. Når denne procedure er afsluttet, er det nødvendigt igen at vaske delen fra metalspåner og rester af arbejdsmateriale.
Det er bedst at samle topstykket på et specielt stativ.
Når blokhovedet er behandlet og vasket, kan du fortsætte direkte til dets samling. Men før det skal du udføre forberedende arbejde. Lad os overveje alle faserne af samlingen sekventielt:
Cylinderhovedhuset er installeret i en speciel varmeovn.
I mellemtiden måles ventilsædet til sædet, styrebøsningerne foldes ud.
Når topstykket er varmt, tages det ud af ovnen. Ved varmt monteres ventilsæderne.
På et specielt stativ bearbejdes ventilaffasningen
Ventilsædets krympning procestrin
Ventillapningsproces
Der udføres således et større eftersyn af topstykket på en 16-ventils VAZ 2112-motor. Denne proces vil tage 1-2 dage ved en bilservice, men en bilist kan bruge meget mere tid i sin garage, da manglen af et værktøj vil påvirke. Så det anbefales at reparere topstykket ved bilservice, hvor alt vil blive gjort meget hurtigere og bedre. Selvfølgelig vil dette ramme lommen, da en høj kvalitet og eftersyn af denne del vil koste i gennemsnit omkring 7.000-10.000 rubler. sammen med reservedele.