
I detaljer: gør-det-selv reparation af VAZ 21214-motorinjektoren fra en rigtig mester til webstedet my.housecope.com.
I dag vil du se i videoen, hvordan du kan lave en større eftersyn af VAZ 21214 Niva Taiga 1.7 (injektor) motoren med dine egne hænder. En bil med en rækkevidde på 60 tusind km. Motor 1.7, er servostyring. Problemet, som skyldes et større eftersyn, begyndte at finjustere motoren. De tjekkede kompressionen, i en af cylindrene viste det 5. Vi tilsluttede scanneren og så fejlene: P0300 (der blev opdaget tilfældige/flere fejltændinger, P0301 fejltændinger blev opdaget i 1. cylinder. Det var i denne cylinder at kompressionen viste en værdi på 5. Samtidig slukker motorlampen. Vi målte ydelsen i den første cylinder 15 acres, i den 4. cylinder 11 acres. Blokken skal kedes. Motoren vil blive fjernet helt.
Videooverhaling af VAZ 21214 Niva Taiga 1.7 motoren:

Levetiden for denne motor er i området 150 tusinde km. løb passerede han 65 tusinde km. Det er umuligt at sige præcist, hvorfor de for tidlige reparationer var nødvendige. Hvis du beslutter dig for at gøre alt på egen hånd, vil denne guide være meget nyttig for dig. Hele processen vises fra start til slut med detaljerede kommentarer.
Før demontering renser vi motoren for snavs.
Brug "17"-hovedet til at skrue de tre bolte af, der fastgør forakslens gearkassebeslag til cylinderblokken.
Brug "13" hovedet til at skrue de fire møtrikker af, der fastgør kraftenhedens venstre støttebeslag til cylinderblokken.
... og fjern beslaget med en pude.
Efter at have fjernet beslagene på deres fastgørelsesstifter og gevindhuller i cylinderblokken, monterer vi demonteringsstandpladen og fastgør motoren på stativet. Fjern koblingen (se her)
| Video (klik for at afspille). |
Fjern svinghjulet og koblingshusets dæksel (se her).
Ved hjælp af "13" hovedet skruer vi de fire møtrikker af, der fastgør beslaget til den rigtige støtte af kraftenheden til cylinderblokken.
... og fjern beslaget med en pude.
Brug "17" hovedet til at skrue de tre bolte af, der fastgør generatorbeslaget til cylinderblokken.
Ved hjælp af en tænger løsner vi fastgørelsesklemmen til udløbsrøret på varmeradiatoren på kølevæskeudløbsslangen fra gasspjældet (VAZ-21214-motor) eller fra karburatorvarmeenheden (VAZ-21213).
Vi fjerner slangen fra afgangsrørets grenrør.
Brug "10" hovedet til at skrue de to møtrikker af, der fastgør flangen på radiatorens udløbsrør til kølevæskepumpehuset.
Skru møtrikken af, der fastgør rørbeslaget til udstødningsmanifolden (se her).
... fjern radiatorens udløbsrør og dens tætningspakning.
Brug "13" hovedet til at skrue de tre bolte af, der fastgør kølevæskepumpen til cylinderblokken.
... og fjern kølevæskepumpeenheden og dens pakning.
På en indsprøjtningsmotor skal du afmontere cylinderhovedsamlingen med en modtager, et indsugningsrør og en udstødningsmanifold (se her).
På en karburatormotor skal du fjerne cylinderhovedsamlingen med karburator, indsugningsrør og udstødningsmanifold (se her).
Fjern olieudskilleren fra krumtaphusventilationssystemet, oliebeholderen og oliepumpen (se de relevante afsnit).
Brug "10"-hovedet til at skrue de seks bolte af, der fastgør den bagerste krumtapakselolietætningsholder til cylinderblokken.
Vi lirker den bagerste olietætningsholder med en skruetrækker til tidevandet.
... og fjern holderenheden med en olietætning.
Fjern to specialbolte (med firkantede hoveder), der fastgør koblingshusets dæksel, fra rillerne på olietætningsholderen.
Fjern den bagerste olietætningsholderpakning.
Fjern knastakseldrevdækslet, afmonter kæden, krumtapakselkædehjulet, oliepumpens drivaksel, kædestrammerskoen (se de relevante afsnit).
Brug en 10 skruenøgle til at skrue bolten ud, der fastgør beslaget til afløbsrøret på olieudskilleren i krumtaphusventilationssystemet.
Brug "14" hovedet til at skrue de to møtrikker af, der fastgør plejlstangsdækslet (stemplet skal være i BDC).
Banke på sidefladerne af låget med en hammer med en plastikanslag.
Vi tager den nederste skal af plejlstangslejet ud fra dækslet.
Lænende på enderne af plejlstangsboltenes stænger flytter vi det nederste hoved af plejlstangen fra plejlstangen på krumtapakslen.
Skub stemplet ind i cylinderen ved at hvile hammerens træhåndtag på stikket på det nederste plejlstangshoved.
... og fjern stemplet med plejlstangen fra cylinderen.
Vi tager den øvre lejeskall ud fra plejlstangshovedet.
På samme måde fjerner vi stemplerne med plejlstænger fra andre cylindre.
Vi klemmer plejlstangen i en skruestik med bløde metalkæbepuder.
Med fingrene frigør du forsigtigt (uden at gøre en stor indsats) låsen på den øvre kompressionsring.
... og fjern den øverste kompressionsring.
... nederste kompressionsring.
... to skiver af en oliering.
Fjern olieskraberings-ekspanderen.
Til fjernelse af stemplet fra plejlstangen.
... lirk stempelstiftens holdering med en skruetrækker.
... og fjern den fra stemplets ringformede rille.
På samme måde tager vi den anden holdering af fingeren ud.
... vi fjerner det fra hullet i stemplet.
Fjern stemplet fra det øverste plejlstangshoved.
Hvis nogle dele af plejlstangs-stempelgruppen ikke er beskadigede og let slidte, kan de bruges igen. Derfor markerer vi delene ved adskillelse for at installere dem i den gamle cylinder.
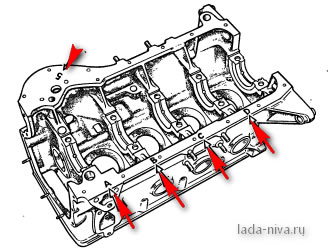
Brug "17" hovedet til at skrue de to bolte af, der fastgør krumtapakslens hovedlejedæksel.
Fjern hovedlejedækslet.
Vi tager den nederste hovedlejeskal ud af dækslet.
På samme måde fjernes yderligere fire hovedlejehætter.
Vi tager krumtapakslen ud af cylinderblokken.
Vi tager vedvarende halvringe ud fra rillerne på cylinderblokkens bageste støtte.
Vi tager de øvre foringer af krumtapakslens hovedlejer ud fra cylinderblokstøtterne.
Efter adskillelse af motoren skal du skylle grundigt med benzin og rense delene for kulstofaflejringer for at kontrollere deres tekniske tilstand.
For at bestemme cylinderslid.
... Vi måler cylinderdiameteren i fire bælter og to planer (parallelt og vinkelret på krumtapakslens akse) med en intern måler.
Cylindermåleskema: A og B - måleretninger; 1,2, 3 og 4 - bæltenumre 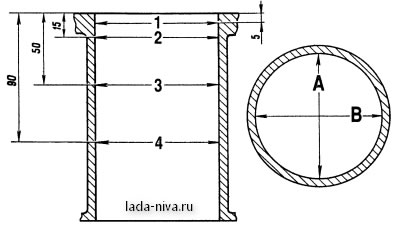
Hovedmål af cylinderblokken 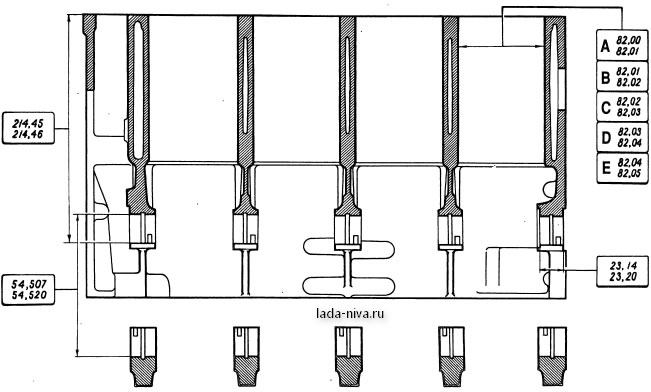
For at bestemme sliddet på stempelskørtet.
... med et mikrometer måler vi diameteren i et plan vinkelret på stempelstiftens akse, i en afstand på 55 mm fra stempelkronen.
Vi måler diametrene med et mikrometer.
... og krumtapakslens hovedtapper.
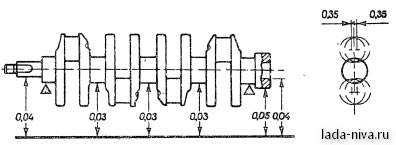
Tilladt udløb af krumtapakslens hovedflader
Vi sliber krumtapakseltapperne til nærmeste reparationsstørrelse, hvis deres slid eller ovalitet er større end 0,03 mm, samt hvis der er kramper og risici på tapperne.
(læs også artiklen "Krumtapaksel - Slibning eller reparation")
Efter slibning af krumtapakseltapperne.
... det er nødvendigt at fjerne propperne på oliekanalerne.
... Skyl kanalerne grundigt for at fjerne slibende rester og blæs med trykluft.
Slibning af krumtapakseltapper, afmontering og montering af nye propper udføres på servicestationen.
Vi samler motoren i omvendt rækkefølge.
Vi installerer nye krumtapaksellejer af nominel størrelse eller reparationsstørrelse (efter slibning af tapperne).
I det første, andet, fjerde og femte leje af cylinderblokken installerer vi de øvre hovedlejeskaller med riller.
... og i den tredje understøtning er der en foring uden rille på den indre overflade (det samme som i hovedlejehætterne).
Smør hovedlejekapperne med motorolie og sæt krumtapakslen i understøtningerne.
Vi indsætter vedvarende halvringe smurt med motorolie i rillerne på den femte støtte.
På forsiden af den femte støtte installerer vi en stål-aluminium-halvring, og på bagsiden - en cermet (gul).
Overfladerne på halvringene med en antifriktionsbelægning (der er lavet riller på dem) skal vende mod krumtapakslens trykflader.
Vi installerer hovedlejehætterne i overensstemmelse med mærkerne på deres ydre overflade (tælling udføres fra siden af knastakseldrevet).
I dette tilfælde skal låsene på de øvre og nedre skal af hvert hovedleje være placeret på den ene side.
Vi spænder boltene på hovedlejehætterne til det foreskrevne moment (se her).
Stempler til cylindre vælges efter klasser.
Mærkning af cylindrenes størrelsesklasse på blokken
Cylinderdiameterklassen, angivet med bogstaver, er stemplet på det nederste plan af cylinderblokken (planet for oliebeholdertilbehøret).
Diameterklasserne for stempelskørtet og boringerne til stempelstiften er markeret på stempelkronen.
Ved montering af stemplet i cylinderen skal pilen på stempelkronen pege mod knastakseldrevet.
Ved samling af plejlstangs-stempelgruppen er det nødvendigt, at stempelstiften, smurt med motorolie, går ind i hullet i stemplet eller plejlstangen med håndens indsats og ikke falder ud af dem, når fingeren er lodret.
For at kontrollere spillerum i stempelringslåsen, indsæt ringen i cylinderen og flugt ringen med stempelbunden.
Ved hjælp af et sæt flade følere tjekker vi frigangen i stempelringlåsen.
Smør rillerne på stemplerne med motorolie.
Vi installerer ringe på stemplerne.
Monter den nederste kompressionsring med rillen ("skraberen") nede.
Hvis "TOP"- eller "TOP"-mærket påføres ringen nær låsen, skal du sætte ringen med mærket opad.
Ringene skal dreje frit i rillerne uden at sætte sig fast.
Vi arrangerer ringene som følger:
låsen på den øvre kompressionsring er orienteret i en vinkel på 45 ° i forhold til stempelringens akse;
låsen på den nedre kompressionsring - i en vinkel på 180 ° til aksen for låsen på den øvre ring;
olieskraberingslås - i en vinkel på 90 ° i forhold til aksen for den øvre kompressionsringlås (ekspanderleddet er placeret på siden modsat låsen).
Før vi installerer ShPG-delene, smører vi cylindrene, stemplerne med ringe og plejlstangslejer med motorolie.
Før du installerer stemplet i cylinderen, sætter vi en justerbar dorn på stemplet.
... og, stram dornen, klem stempelringene.
Installer stemplet med plejlstangen i cylinderen.
Lad hammerhåndtaget hvile på stempelbunden og skub det ind i cylinderen.
Ved montering af plejlstangshætten skal nummeret på plejlstangen og hætten matche og være på den ene side af plejlstangen.
Spænd plejlstangsmøtrikkerne med det foreskrevne moment (se her).
Yderligere montering udføres i omvendt rækkefølge af demontering.
Udskift pakninger og pakninger med nye.
Ved montering af svinghjulet orienterer vi det således, at monteringen (konisk hul), der er placeret på svinghjulets bagplan ved siden af ringgearet, er placeret overfor plejlstangen på den fjerde cylinder.
Før demontering renser vi motoren for snavs.
Brug "17"-hovedet til at skrue de tre bolte af, der fastgør forakslens gearkassebeslag til cylinderblokken.
Brug "13" hovedet til at skrue de fire møtrikker af, der fastgør kraftenhedens venstre støttebeslag til cylinderblokken.
... og fjern beslaget med en pude.
Efter at have fjernet beslagene på deres fastgørelsesstifter og gevindhuller i cylinderblokken, monterer vi demonteringsstandpladen og fastgør motoren på stativet. Fjern koblingen (se Udskiftning af drevne og kørende koblingsskiver).
Fjern svinghjulet og koblingshusets dæksel (se Udskiftning af den bagerste krumtapakselolietætning).
Ved hjælp af "13" hovedet skruer vi de fire møtrikker af, der fastgør beslaget til den rigtige støtte af kraftenheden til cylinderblokken.
... og fjern beslaget med en pude.
Brug "17" hovedet til at skrue de tre bolte af, der fastgør generatorbeslaget til cylinderblokken.
Ved hjælp af en tænger løsner vi fastgørelsesklemmen til udløbsrøret på varmeradiatoren på kølevæskeudløbsslangen fra gasspjældet (VAZ-21214-motor) eller fra karburatorvarmeenheden (VAZ-21213).
Vi fjerner slangen fra afgangsrørets grenrør.
Brug "10" hovedet til at skrue de to møtrikker af, der fastgør flangen på radiatorens udløbsrør til kølevæskepumpehuset.
... fjern radiatorens udløbsrør og dens tætningspakning.
Brug "13" hovedet til at skrue de tre bolte af, der fastgør kølevæskepumpen til cylinderblokken.
... og fjern kølevæskepumpeenheden og dens pakning.
På en indsprøjtningsmotor skal topstykket afmonteres med en modtager, et indsugningsrør og en udstødningsmanifold (se Fjernelse og adskillelse af cylinderhovedet på en indsprøjtningsmotor).
På en karburatormotor fjerner vi topstykket med karburator, indsugningsrør og udstødningsmanifold (se Fjernelse og adskillelse af topstykket på en karburatormotor).
Fjern olieudskilleren fra krumtaphusventilationssystemet, oliebeholderen og oliepumpen (se de relevante afsnit).
Brug "10"-hovedet til at skrue de seks bolte af, der fastgør den bagerste krumtapakselolietætningsholder til cylinderblokken.
Vi lirker den bagerste olietætningsholder med en skruetrækker til tidevandet.
... og fjern holderenheden med en olietætning.
Fjern to specialbolte (med firkantede hoveder), der fastgør koblingshusets dæksel, fra rillerne på olietætningsholderen.
Fjern den bagerste olietætningsholderpakning.
Fjern knastakseldrevdækslet, afmonter kæden, krumtapakselkædehjulet, oliepumpens drivaksel, kædestrammerskoen (se de relevante afsnit).
Brug en 10 skruenøgle til at skrue bolten ud, der fastgør beslaget til afløbsrøret på olieudskilleren i krumtaphusventilationssystemet.
Brug "14" hovedet til at skrue de to møtrikker af, der fastgør plejlstangsdækslet (stemplet skal være i BDC).
Banke på sidefladerne af låget med en hammer med en plastikanslag.
Vi tager den nederste skal af plejlstangslejet ud fra dækslet.
Lænende på enderne af plejlstangsboltenes stænger flytter vi det nederste hoved af plejlstangen fra plejlstangen på krumtapakslen.
Skub stemplet ind i cylinderen ved at hvile hammerens træhåndtag på stikket på det nederste plejlstangshoved.
... og fjern stemplet med plejlstangen fra cylinderen.
Vi tager den øvre lejeskall ud fra plejlstangshovedet.
På samme måde fjerner vi stemplerne med plejlstænger fra andre cylindre.
Vi klemmer plejlstangen i en skruestik med bløde metalkæbepuder.
Med fingrene frigør du forsigtigt (uden at gøre en stor indsats) låsen på den øvre kompressionsring.
... og fjern den øverste kompressionsring.
... nederste kompressionsring.
... to skiver af en oliering.
Fjern olieskraberings-ekspanderen.
Til fjernelse af stemplet fra plejlstangen.
... lirk stempelstiftens holdering med en skruetrækker.
... og fjern den fra stemplets ringformede rille.
På samme måde tager vi den anden holdering af fingeren ud.
Ved at skubbe stempelstiften.
... vi fjerner det fra hullet i stemplet.
Fjern stemplet fra det øverste plejlstangshoved.
Hvis nogle dele af plejlstangs-stempelgruppen ikke er beskadigede og let slidte, kan de bruges igen. Derfor markerer vi delene ved adskillelse for at installere dem i den gamle cylinder.
Brug "17" hovedet til at skrue de to bolte af, der fastgør krumtapakslens hovedlejedæksel.
Fjern hovedlejedækslet.
Vi tager den nederste hovedlejeskal ud af dækslet.
På samme måde fjernes yderligere fire hovedlejehætter.
Vi tager krumtapakslen ud af cylinderblokken.
Vi tager vedvarende halvringe ud fra rillerne på cylinderblokkens bageste støtte.
Vi tager de øvre foringer af krumtapakslens hovedlejer ud fra cylinderblokstøtterne.
Efter adskillelse af motoren skal du skylle grundigt med benzin og rense delene for kulstofaflejringer for at kontrollere deres tekniske tilstand.
For at bestemme cylinderslid.
... Vi måler cylinderdiameteren i fire bælter og to planer (parallelt og vinkelret på krumtapakslens akse) med en intern måler.
For at bestemme sliddet på stempelskørtet.
... med et mikrometer måler vi diameteren i et plan vinkelret på stempelstiftens akse, i en afstand på 55 mm fra stempelkronen.
Vi måler diametrene med et mikrometer.
... og krumtapakslens hovedtapper.
Vi sliber krumtapakseltapperne til nærmeste reparationsstørrelse, hvis deres slid eller ovalitet er større end 0,03 mm, samt hvis der er kramper og risici på tapperne.
Efter slibning af krumtapakseltapperne.
... det er nødvendigt at fjerne propperne på oliekanalerne.
... Skyl kanalerne grundigt for at fjerne slibende rester og blæs med trykluft.
Slibning af krumtapakseltapper, afmontering og montering af nye propper udføres på servicestationen.
Vi samler motoren i omvendt rækkefølge.
Vi installerer nye krumtapaksellejer af nominel størrelse eller reparationsstørrelse (efter slibning af tapperne).
I det første, andet, fjerde og femte leje af cylinderblokken installerer vi de øvre hovedlejeskaller med riller.
... og i den tredje understøtning er der en foring uden rille på den indre overflade (det samme som i hovedlejehætterne).
Smør hovedlejekapperne med motorolie og sæt krumtapakslen i understøtningerne.
Vi indsætter vedvarende halvringe smurt med motorolie i rillerne på den femte støtte.
På forsiden af den femte støtte installerer vi en stål-aluminium-halvring, og på bagsiden - en cermet (gul).
Overfladerne på halvringene med en antifriktionsbelægning (der er lavet riller på dem) skal vende mod krumtapakslens trykflader.
Vi installerer hovedlejehætterne i overensstemmelse med mærkerne på deres ydre overflade (tælling udføres fra siden af knastakseldrevet).
I dette tilfælde skal låsene på de øvre og nedre skal af hvert hovedleje være placeret på den ene side.
Spænd hovedlejehættens bolte til det specificerede moment (se Tilspændingsmomenter for gevindforbindelser).
Stempler til cylindre vælges efter klasser.
Cylinderdiameterklassen, angivet med bogstaver, er stemplet på det nederste plan af cylinderblokken (planet for oliebeholdertilbehøret).
Diameterklasserne for stempelskørtet og boringerne til stempelstiften er markeret på stempelkronen.
Ved montering af stemplet i cylinderen skal pilen på stempelkronen pege mod knastakseldrevet.
Ved samling af plejlstangs-stempelgruppen er det nødvendigt, at stempelstiften, smurt med motorolie, går ind i hullet i stemplet eller plejlstangen med håndens indsats og ikke falder ud af dem, når fingeren er lodret.
For at kontrollere spillerum i stempelringslåsen, indsæt ringen i cylinderen og flugt ringen med stempelbunden.
Ved hjælp af et sæt flade følere tjekker vi frigangen i stempelringlåsen.
Smør rillerne på stemplerne med motorolie.
Vi installerer ringe på stemplerne.
Monter den nederste kompressionsring med rillen ("skraberen") nede.
Hvis "TOP"- eller "TOP"-mærket påføres ringen nær låsen, skal du sætte ringen med mærket opad.
Ringene skal dreje frit i rillerne uden at sætte sig fast.
Vi arrangerer ringene som følger:
låsen på den øvre kompressionsring er orienteret i en vinkel på 45 ° i forhold til stempelringens akse;
låsen på den nedre kompressionsring - i en vinkel på 180 ° til aksen for låsen på den øvre ring;
olieskraberingslås - i en vinkel på 90 ° i forhold til aksen for den øvre kompressionsringlås (ekspanderleddet er placeret på siden modsat låsen).
Før vi installerer ShPG-delene, smører vi cylindrene, stemplerne med ringe og plejlstangslejer med motorolie.
Før du installerer stemplet i cylinderen, sætter vi en justerbar dorn på stemplet.
... og, stram dornen, klem stempelringene.
Installer stemplet med plejlstangen i cylinderen.
Lad hammerhåndtaget hvile på stempelbunden og skub det ind i cylinderen.
Ved montering af plejlstangshætten skal nummeret på plejlstangen og hætten matche og være på den ene side af plejlstangen.
Spænd plejlstangsmøtrikkerne med det foreskrevne moment (se Tilspændingsmomenter for gevindforbindelser). Yderligere montering udføres i omvendt rækkefølge af demontering. Udskift pakninger og pakninger med nye.
Ved montering af svinghjulet orienterer vi det således, at monteringen (konisk hul), der er placeret på svinghjulets bagplan ved siden af ringgearet, er placeret overfor plejlstangen på den fjerde cylinder.
År med udgivelse - (1994 - nu)
Cylinderblokmateriale - støbejern
Strømsystem - karburator (21213) / injektor (21214)
Type - på linje
Antal cylindre - 4
Ventiler pr. cylinder - 2
Stempelslag - 80 mm
Cylinderdiameter - 82mm
Kompressionsforhold - 9,4
Volumen af Niva 21213-motoren er 1690 cc.
Motoreffekt Niva 21213 - 81 hk / 5200 rpm
Moment - 125Nm / 3000 rpm
Brændstof - AI93
Brændstofforbrug - by 11,5l. | spor 8,3 l. | blandet 10,5 l / 100 km
Olieforbrug - 700 g pr. 1000 km
Niva motorvægt - 117 kg
Samlede dimensioner af Niva 21213-motoren (LxBxH), mm -
Olie i Niva 21213 motoren:
5W-30
5W-40
10W-40
15W-40
Hvor meget olie er der i Niva 21213/21214 motoren: 3,75 liter.
Ved udskiftning påfyldes ca. 3,5 liter.
Niva motorressource:
1. Ifølge anlæggets data - 80 tusind km
2. I praksis - op til 150 tusind km
TUNING
Potentiale - 200 HK
Uden tab af ressource - 90 hk.
Motor VAZ 21213 1,7 liter. karburator / indsprøjtning (21214) inline 4-cylindret med en overliggende knastaksel, Niva tandremmen har et kædetræk. På grundlag af 214 motorer produceres en VAZ 2123-motor til en Chevy Niva, forskellene i tilpasningen af enheden til installation i motorrummet af shnivy og vedhæftede filer er teknisk næsten identiske.
De vigtigste forskelle mellem VAZ 21213-motoren og 2106 med en cylinderdiameter på 82 mm., Topstykket, Niva 21213-motorblokken fra 2106 adskiller sig i lavere højde. Af fordelene ved 213 motorer er det værd at bemærke tilstedeværelsen af en kædestrammer (ingen grund til at stramme) og hydrauliske kompensatorer (ingen grund til at justere ventilen). Ulemper ved Niva-motoren - støjende, spise olie, tilbøjelig til overophedning til vibrationer, lav ressource.
Motoren har alle problemerne i den klassiske serie, alligevel, 21213 niva motoren varmer op, troit, banker osv., hvad er problemerne, for hvert enkelt tilfælde, er beskrevet detaljeret HER, i afsnittet om problemer og funktionsfejl.
Det giver ingen mening at skrive om dette i lang tid, for Niva-chippen er ubrugelig, den atmosfæriske motor kan ikke røres op med chippen, og alle de rosende anmeldelser er intet andet end et forsøg på at retfærdiggøre spild af penge, vi gå længere.
Spørgsmålet på dagsordenen: hvordan øger man kornmarkens motorkraft uden særlige justeringer? Det første trin er at øge stempelslaget til 84 mm ved hjælp af en krumtapaksel fra en VAZ 2130, 82 mm stempler med en 2 mm forskydning af stempelstiften, og vi har allerede 1,8 liter. Andet trin er at bore cylindrene under 84 mm-stemplet og dermed samle 1.9-motoren på marken. For fuldt ud at booste VAZ 21213-motoren skal du tilføje en mere effektiv karburator, bore cylinderhovedkanalerne (som beskrevet i HER), en indløbsdiameter på 33 mm og et udløb på 31 mm, det er tilrådeligt at bruge lette plejlstænger , som et resultat får vi omkring 100 hk.
Den tredje fase - vi bygger en 2 liters motor. Vi køber på markedet en tuning krumtapaksel med en slaglængde på 88mm og stempler 84mm med en 4mm pin offset. En fuldgyldig revision af VAZ 21213-motoren vil blive afsluttet efter installation af Nuzhdin-knastakslen (eller tilsvarende) med en 11,2-løft, et let svinghjul, lette plejlstænger og en modificeret karburator, som alt sammen vil udgøre omkring 110 hk.
- stempel med standard diameter, forlænget slaglængde
1,8 l. 82x84
85 h.p.
Maksimalt drejningsmoment
135 Nm ved 3000 o/min
- et stempel med større diameter, øget slaglængde
1,9 l. 84x84
- et stempel med større diameter, øget slaglængde
2,0 l. 84x88
Med jævne mellemrum rejser foraene spørgsmålet om at installere en 2112-motor i en majsmark, dette er en ret vanskelig og meningsløs opgave på grund af det faktum, at 16V-motorer elsker omdrejninger og ikke er velegnede til en SUV. Hvis du vil have fart, så sælg din bil og køb en Priora. Niva er ikke tilpasset til høje hastigheder, og dens tuning bør først og fremmest være rettet mod at øge trækkraften i bunden.
Fordele og ulemper er beskrevet HER i Turbo Classic-sektionen.
Vi bruger kit-sæt baseret på PK-23-1-kompressoren eller analoger med et tryk på 0,5 bar, injektorer fra den 406. Volgovskiy-motor, stemplet forbliver fabriksfremstillet, effekten er mere end 100 hk. Ressourcen vil blive reduceret, men ikke kritisk.
Det anbefales ikke at installere mere effektive kompressorer, fabriksstemplet vil ikke modstå, og motoren vil kræve betydelige kostbare ændringer.
VAZ 21214-motoren blev udtænkt som den første indsprøjtningsmotor til en indenlandsk SUV. Niva var ikke særlig populær i USSR, men den blev eksporteret til Asien, Storbritannien, Europa, Latinamerika og USA. Siden 1994 har der været flere modifikationer og modifikationer af forbrændingsmotoren fra Euro-0 til Euro-5 (eksport).
Det menes, at grundlaget for ICE 21214 var den tidligere version 21213. Faktisk er ¾ dele i motoren
- motorkredsløbet er ændret - en injektor i stedet for en karburator;
- yderligere vedhæftede filer dukkede op - DPKV, DHX-sensor, Bosch MP 7.0-controller;
- en krumtapaksel med en lang krumtapradius på 40 mm, ikke brugt i tidligere AvtoVAZ-motorer;
- Cylinderhoved med huller til fasesensor og modtagerstifter, hydrauliske understøtninger til ventilgreb i stedet for justeringsbolte.
Da basismodellen bøjer ventilen, undgik 21214-motoren ikke denne skæbne, derfor blev der ikke kun indført en beskrivelse af motorerne i manualen, men også en vedligeholdelsesplan for at sikre mindst den deklarerede minimumsressource på 80.000 km, hvilket blev lovet af producentens repræsentanter.
Designet af 21214 motordrevet giver det følgende tekniske egenskaber:
kombineret cyklus 10,5 l / 100 km
koblingsbolt - 19 - 30 Nm
lejedæksel - 68 - 84 Nm (hoved) og 43 - 53 (plejlstang)
topstykke - tre trin 20 Nm, 69 - 85 Nm + 90 ° + 90 °
Med fremkomsten af hydrauliske kompensatorer med termisk ventilafstand anbefales det udelukkende at bruge olie af høj kvalitet i motoren.















