I detaljer: gør-det-selv en 01-motorreparation fra en rigtig mester til webstedet my.housecope.com.
FUNKTIONER VED MONTERING OG DEMONTERING AF HOVED ENHEDER OG MEKANISMER AF A-01, A-01M og A-41 MOTORER
Ved montering af cylinderblokken og krumtapmekanismen skal følgende regler følges:
1. Ved montering af gummi O-ringe på cylinderforingen må de ikke snos i rillerne. Gummiringene og den nederste sikkerhedssele i cylinderblokken (0151 mm) skal smøres med dieselolie, ellers kan gummiringene blive beskadiget ved montering af foringen i blokken. Indføringsaffasningen på det nederste landingsbælte i cylinderblokken skal være flad, ren og uden hakker.
Ovaliteten af nye cylinderforinger med cylinderhovedet fast bør ikke overstige 0,03-0,05 mm.
2. Før stemplet samles med plejlstangen og stiften, skal stemplet opvarmes i et oliebad til en temperatur på 80–100 ° C. Tryk ikke stempelstiften ind i stemplet i kold tilstand.
Plejlstangen med stemplet skal samles, så forbrændingskammeret forskydes mod den lange plejlstangsbolt. Ved montering af et stempel med en plejlstang i cylinderblokken skal kammeret i stemplet forskydes fra cylindrenes akse i modsat retning af knastakslen.
3. Kompressionsringe skal monteres på stemplet med affasninger opad, man skal huske på, at den øverste ring er forkromet, og resten ikke er forkromet.
Store deformationer af ringene må ikke tillades, når de er installeret i stempelrillerne, derfor anbefales det at bruge en speciel
indretningen vist i figur 19, som begrænser udvidelsen af ringene til en ydre diameter på 142,5 mm.
| Video (klik for at afspille). |
4. Når et stempel med stempelringe monteres i en cylinderforing, bør der bruges en teknologisk tilspidset dorn ("falsk liner") for at undgå beskadigelse af ringene, som vist i figur 20.
5. Det er nødvendigt at fjerne foringerne fra cylinderblokken ved hjælp af en aftrækker (fig. 21), som indsættes i foringens indre hulrum.
6. Før du installerer delene af stempelgruppen i motorcylindrene, skal låsene på de tilstødende stempelringe placeres i en vinkel på 120-180 ° i forhold til hinanden. Ringene, der er installeret i stempelrillerne, skal bevæge sig frit i dem under indflydelse af deres egen vægt.
Den radiale afstand mellem ringene og rillerne (når de er dækket af et bur på 130 mm i diameter) skal overholdes inden for følgende grænser (tabel 4).
7. Når krumtapakslen lægges ind i cylinderblokken og installeres dele af plejlstangsstempelgruppen, er det nødvendigt, at antallet (standard) af produktionen (1H, 2H) eller reparation (PI, P2, РЗ) størrelsen af plejlstangen og hovedtapperne på krumtapakslen svarer til antallet (standard) øretelefoner.
Det er ikke tilladt at installere akslen og bøsningerne i forskellige størrelser, da dette vil føre til krumtapaksel.
Før montering er det nødvendigt at rense, skylle med petroleum eller dieselbrændstof og blæse oliehulrummene og kanalerne i cylinderblokken, krumtapakslen og i plejlstængerne med trykluft. Kaldenavne, buler, grater og mærker skal omhyggeligt renses ud. Senge og udvendige overflader skal tørres af, og krumtapakseltapperne skal smøres med et tyndt lag ren dieselolie.
Det er forbudt at skrabe linerne, file hovedlejehætterne, sætte pakninger mellem foringen og dens leje og mellem lejeforbindelsesplanerne, flytte plejlstangshætterne fra en plejlstang til en anden eller vende dem, flytte hovedlejet hætter fra et sted til et andet.
Når du samler stempelgruppen og krumtapakslen, skal du bruge træ- eller kobberhamre og drivere.
otte.Man skal huske på, at tilspænding af plejlstangsboltene skal starte med en lang (stram) bolt. Ellers kan dette føre til en krænkelse af sædet af notforbindelsen og deformation af plejlstangslejet.
Genbrug ikke plejlstangsboltlåseskiver på motorskotter, og brug ikke hjemmelavede låseskiver.
9. Det anbefales at spænde møtrikkerne på hovedlejehætterne i den rækkefølge, der er vist i figur 22, i to trin med en momentnøgle ved at bruge et tilspændingsmoment på 41-44 kgm. Installer lejehætter i overensstemmelse med de numre, der er stemplet på dem.
10. Møtrikkerne, der fastgør cylinderhovederne til blokken, skal spændes i den rækkefølge, der er vist i figur 23, i to trin (foreløbig og sidste).
Når motoren er kold, er møtrikkernes tilspændingsmoment
fastgørelse af topstykker skal være 16-18 kgm, i varmt - 18-20 kgm.
11. Hvis det er nødvendigt at adskille balanceringsmekanismen, skal du bruge en lejetrækker til at presse lejerne ud (fig. 24).
For at gøre dette skal du låse boltene 11 op (se fig. 18), der fastgør pladerne 8, skrue dem af og fjerne pladerne. Flyt derefter lasten med et let slag med en hammer eller et slag på endefladen af lastgearaksen til hver side, indtil den stopper mod mekanismens indvendige vægge. Under påvirkning af lastens forskydning vil de ydre lejeløb blive presset ud af boringen i mekanismehuset. Tryk derefter det ydre lejeløb ud med en aftrækker. Tryk derefter på det indre bur med den samme aftrækker, og fjern derefter gearvægten fra kabinettet.
Saml i omvendt rækkefølge. Det anbefales at trykke på lejet samtidigt ind i huset og på tappen på belastningsdrevet.
Man skal huske på, at den ydre ring på leje nr. 12507KM er monteret på den indre løbebane og ikke kan udskiftes med andre lejer.
Når balanceringsmekanismen monteres på motoren, skal mærkerne på gearene og krumtapakselfælgen være på linje. Efter installation af mekanismen med positionen af stemplet på den første cylinder i V. m. t. gearvægte skal drejes nedad med en nøjagtighed på ± 5 °.
Når man installerer balanceringsmekanismen på motoren, mellem mekanismens krop og cylinderblokets sammenkoblingsplan, er det nødvendigt at installere shims, med hvilke de giver en lateral afstand mellem tænderne i indgreb med gearvægten med krumtapakselkanten (0,25) -0,4 mm på målepinden). Overtrædelse af denne frigang under monteringen, både i retning af aftagende og i retning af at øge den, kan føre til øget støj i indgrebet og nødslid på tandhjulets tænder.
Byggekvaliteten af balanceringsmekanismen kontrolleres ved manuelt at dreje vægtene i lejerne. Gearene skal vende tilbage til deres oprindelige position under påvirkning af deres egen vægt.
Monteringen af cylinderhovederne begynder med installation og slibning af ventilerne. Ventilerne monteres i styrebøsningerne, mens ventilen let skal passe ind i bøsningens boring under påvirkning af sin egen vægt. Derefter lappes ventilen, indtil den nødvendige tæthed af den tilspidsede affasning af topstykket (eller sædet) på cylinderhovedet og ventilen er opnået.
Efter lapning af ventilerne renses hovedet for lappasta og vaskes.
Det anbefales at adskille og samle ventilmekanismen ved hjælp af et værktøj (fig. 25).
For at gøre det nemmere at afmontere dysekoppen (når du udskifter gummiringen eller kobberpakningen under koppen), kan du bruge en aftrækker (se fig. 108). Når du udskifter tappene, skal du bruge en stiftdriver (fig. 26).
Svinghjulets monteringsbolte, plejlstangshætter, tandhjulsbolten på knastakslen, skubberakslens støttebolte, vippearmsakselens fastgørelsesmøtrikker skal være sikkert låst. I dette tilfælde skal skivernes antenner passe tæt mod kanten af bolten eller møtrikken. Ved blokering med en wire skal den trækkes i omviklingsretningen.
Ved presning af rammeolietætninger (manchetter) ind i kropsdele (svinghjulshus, gearhusdæksel, cylinderhovedhætte), må olietætningen ikke være skæv og skåret på overfladen.
Tætningslæben skal være jævn og glat. Før montering på akslen, skal pakdåseoverfladen smøres med US-fedt (fedt) eller CIATIM-201.
Alle pakninger skal være fri for krøller og revner.
Ris. 19. Værktøj til afmontering og montering af stempelringe:
1 - sag; 2 - skrue; 3 - dæksel; 4 - fjeder; 5 - ørering: 6 - håndtag; 7 - Akse; 8 - kiks (svampe).
Ris. 20. Konisk dorn til montering af stemplet i cylinderforingen.
Ris. 21. Udtrækker til fjernelse af cylinderforinger fra blokken:
1 - disk; 2 - øreringe; 3 - skrueøje; 4 - skrue; 5 - afstandshylster; 6 - bar; 7 - håndtag.
Eftersyn af en motor er et sæt reparationsarbejde af en forbrændingsmotorenhed, der sigter mod at forbedre tilstanden af hele motoren som helhed. Ordet eftersyn betyder, at en sådan reparation er seriøs og kræver god teoretisk og praktisk viden. Arbejdet med at forbedre motorens tilstand kaldes også forbrændingsmotorens kapital.
Eftersyn er et kompleks af reparationsarbejde relateret til udskiftning af dele, der ikke kan repareres (hovedsageligt stempler, ringe, pakninger) og reparation af dele, der kan genoprettes til fabrikstilstand. Efter eftersyn genopretter motoren sine effektindikatorer (kraft, kompression, lydløshed og jævn drift). I modsætning til den nuværende eller uplanlagte (denne for eksempel sprænger sikringen ud, eller bagrudevarmen 2107 virker ikke), involverer eftersyn reparation af hele motoren og ikke enkelte dele. Derfor koster denne type arbejde anstændigt, kræver erfaring, tid og helst en varm, veloplyst garage, hvis chaufføren vil tjene kapital med egne hænder.
Da motoren er hjertet i køretøjet, skal den repareres i overensstemmelse med alle regler og forskrifter, nøjagtighed og dygtighed.
Både benzin- og dieselmotorer brænder deres ressource ud efter at have passeret deres tildelte ressource i motortimer (hvis motoren arbejdede i 1 time, er dette 1 motortime) eller efter at have kørt i tusindvis af kilometer.
- Du skal fylde motorolie på, den går et sted hen.
- Mekanisk skade på motoren (revne i blokken).
- Kompressionen i cylindrene er under det tilladte niveau.
- Kontinuerlig røg fra lydpotten er blå eller grå (mørkegrå) tyk i store mængder.
- Der høres banker (dette kan være øretelefonen snoet osv.).
- Bilen trækker ikke som før, især op ad bakke.
- Når du tjekker stearinlysene, er de konstant snavsede, med kulstofaflejringer, i olie.
- Brændstofforbruget er blevet mere, end det var.
- Der kommer mange gasser ind i krumtaphuset.
- Lavt olietryk i systemet.
- Motoren overophedes under lette belastninger.
- Motoren kører med mellemrum.
Disse grunde indikerer ikke nødvendigvis behovet for et større eftersyn af forbrændingsmotoren. Hvis der er mange sådanne tegn, og de er gentagne, så er det tid til at give bilen for kapital eller gøre det selv.
- nuværende eller in-line reparation (reparation eller udskiftning af individuelle dele, for eksempel maling af en kofanger);
- tekniske reparationer i henhold til tidsplanen (reparation eller udskiftning af slidte dele, der har opbrugt deres ressourcer);
- uplanlagt reparation af forbrændingsmotoren (det er, når ressourcen endnu ikke er kommet ud, men motoren af en eller anden grund er brudt sammen);
- eftersyn eller eftersyn, eller kapital udføres både i henhold til tidsplanen efter udløbet af en given ressource og efter det endelige nedbrud.
Kilometerressourcen for gennemsnitlige biler anses for at være omkring 200 tusinde km, efter at have passeret, hvor dens egenskaber falder, og det er tid til at lave kapital. Der er biler med en ressource på 1 million km (de kalder motorer millionstærke), selvom der nu går rygter om, at ressourcen af nye dyre biler, som før var millionstærke, nu har en meget mindre ressource. Jo oftere en bil repareres, jo mere rentabel er økonomien for bilproducenter og autoreservedelsbutikker, men dette ødelægger omdømmet til et mærke eller en bestemt bilmodel.
I nogle tilfælde, med alvorligt slid på forbrændingsmotoren eller alvorlige sammenbrud, er det mere tilrådeligt at skifte motoren.
Producenten Avtovaz har sat det gennemsnitlige kilometertal for VAZ 2114 biler = 150 tusinde km. I gennemsnit har alle russiske biler de samme indikatorer. Men hvis forskellige problemer elimineres i tide, kan motorernes ressource nemt modstå 250 tusinde km. Ressourcen til motorer i udenlandske biler er i gennemsnit 200.000 - 300.000 km før eftersyn.
Eftersyn af diesel- og benzinmotorer udføres i etaper:
- Demontering af forbrændingsmotoren.
- Dele vask og rengøring.
- Efter rengøring er en erfaren automekaniker i stand til at bestemme, hvor meget slidte visse dele, om de kan repareres eller er det bedre at udskifte dem. Fejlfinding udføres, det vil sige efter at cylinderhovedet (cylinderhoved) er blevet fjernet, kontrolleres det og cylinderblokken (cylinderhovedet) for spåner og revner; undersøg cylindrene for skrammer og ridser; bestemme afstanden af parringsdele; inspicer stemplernes tilstand for spåner, skaller, kulstofaflejringer; efterse krumtapakslens forbindelsesstænger; forskning i forbrændingsmotorens krumtapaksel; fingre; lejer; dele af gasfordelingsmekanismen kontrolleres også (ventiler, vippearme osv.). De sammenligner også dimensionerne af vigtige dele med fabrikkens.
- Efter fejlfinding er det nødvendigt at vurdere graden af slid på hele motoren: hvad skal man ændre, hvad man skal forlade, hvad man skal reparere.
- Hvis du aldrig har skullet skille motoren helt ad, så ville det være mere korrekt og bedre at invitere en ven, der forstår.
- Demontering ønskes i en varm og veloplyst garage.
- Under demontering skal du lægge alle bolte, skiver og møtrikker i en kasse med skillevægge, ikke smide alt i en spand.
- Husk rækkefølgen under demontering, hvis du gør dette for første gang.
- Hvis du ikke ved, hvad delene hedder, så tag de gamle dele med i butikken og vis dem til sælgeren.
I vores gør-det-selv motoreftersynsguide er følgende handlingssekvens:
- Demontering og demontering.
- Fejlfindingsdetaljer.
- Gennemskylning af adskilte dele.
- Bestilling og køb af reservedele.
- Blok- og krumtapakselslibning.
- Reparation af blokhoved.
- Verifikationsarbejde.
- ICE montage og installation.
- Løber ind efter kapital.
- Konklusion.
Afhængigt af bilens mærke og model (motordesign, antal cylindre, type gearkasse) kan processen med at afmontere motoren variere. Arrangementet af motoren på forhjulstræk og baghjulstræk er også anderledes.
Karburatormotorer er meget nemmere og hurtigere at adskille, da de ikke er proppet med elektroniske enheder, i nærværelse af hvilke, for at komme til selve motoren, skal du omhyggeligt demontere dem alle.
Så hvis Kamaz for eksempel skal lave kapital, vil dets dieselmotor fra Yaroslavl-fabrikken YaMZ-236 tage omkring 10 timer at demontere. Hvis du udfører det samme arbejde med kraftige analoger af Kamaz, vil det tage mere end 30 timer.
Og det tager omkring 3 timer at skille VAZ-motoren ad. Og motorerne i udenlandske biler vil tage omkring 10 timer.
Det er nødvendigt at adskille langsomt, kaste bolte og møtrikker overalt. Med demontering er diagnostik så at sige allerede begyndt.
Defektdetektering i dette tilfælde er mekanisk, det vil sige, det er nødvendigt at kontrollere visuelt og ved hjælp af måleinstrumenter slid på dele.
- inspicer krumtapakslen og mål dens dimensioner, kontroller for bøjninger og justering;
- inspicer cylinderbloklegemet (BC);
- kontroller delene af plejlstangs-krumtapmekanismen for tilbageslag og selve tilstanden: stempler, cylindre, ringe, fingre, plejlstænger;
- efterse cylinderhovedhuset (cylinderhoved);
- dele af gasfordelingsmekanismen;
- bestemme vedligeholdelsen af dele og samlinger.
Mange mennesker forsømmer sådant arbejde som at vaske motoren. Det er tilrådeligt at skylle hver del og rense den for plak, så graden af slid kan bestemmes, og også skylle topstykket og BC for at opdage eventuelle makrorevner.
Efter at have afsluttet fejlfindingsproceduren og frasorteret dem, der er egnede til restaurering og ikke passer, er det nødvendigt at bestille nye dele for at erstatte de ubrugelige.Når du allerede ved, hvilke dele der er nødvendige, er der ingen grund til at forsinke deres bestilling og køb, da nye dele stadig skal forberedes til installation.
- Foringer (hoved- og plejlstang).
- Detaljer om stempelgruppen.
- Krankstifter.
- Plejlstangsbøsninger.
- Ventiler (alle, både indsugning og udstødning).
- Olieskraberinge.
- Pakninger (komplet sæt).
- Ventilstyr og sæder.
- Pumpe med reparationssæt.
- Oliefilter og pumpe.
- Andre tilfældige detaljer.
Efter at spørgsmålet om reservedele er blevet løst, begynder de at reparere og genoprette blokken og krumtapakslen på forbrændingsmotoren. På en fræse- og overfladeslibemaskine fjernes laget af topstykkets sæde og selve blokken, indtil der ikke er hulrum og spåner tilbage. Det sker så, at der er flere dybe skaller, på grund af hvilke du skal fjerne lag i flere omgange. Normalt, afhængigt af graden af skade, skæres lag af med en tykkelse på 1 mm, 0,5 mm, 0,25 mm, 0,1 mm, 0,05 mm. Derefter begynder de at slibe overfladen til en spejlfinish.
Der er en speciel tabel til slibning af krumtapakslen, som viser værdierne for tykkelse og effektivitet efter reparation sammenlignet med en ny fabrik.
Fortæl mig venligst, jeg vil skille motoren ad. men 41 reparationer, noget trykspring, hvilke funktioner og hvad du skal være opmærksom på ved adskillelse, reparation og montering af motoren, på forhånd tak allesammen!
Virker tryksensoren? Det er bare, at trykket ikke springer. Det er enten altid lavt eller normalt.
Fortæl mig venligst, jeg vil skille motoren ad. men 41 reparationer, noget trykspring, hvilke funktioner og hvad du skal være opmærksom på ved adskillelse, reparation og montering af motoren, på forhånd tak allesammen!
Hej kollega, er pallen krøllet?
Måske er indtaget i pallen skruet af for at ryste, det havde jeg.
Jeg vil blive noteret 
Lad os skille den ad, vær ikke bange, her på forumet er fyrene normale, de vil altid fortælle dig hvis der er noget.. Jeg har lige købt min egen, da jeg købte traktoren, jeg startede den ikke engang, jeg straks skilt det ad. I løbet af vinteren slebte jeg akslen, købte reservedele, jeg begynder at montere om to uger, bare for et par og så skal vi.
Fyrene vil samle motoren tage en fotogennemgang hvad og hvordan 
halvtom meget interessant at se 
tag en billedanmeldelse hvad og hvordan
Jeg vil prøve, og hvordan går det så.
tag en billedanmeldelse hvad og hvordan
Jeg vil prøve, og hvordan går det så.
Nå jeg vil vente 
Fyre fortælle mig, hvad der er forskellen mellem reparationssættet til vandpumpen og 41 af den gamle og den nye model
Tiden er inde til at samle motoren. Først renser vi blokken, skyller den derefter grundigt med benzin og blæser den med luft, skyller krumtapakslen i en. Vi er særligt opmærksomme på kanalskylning.
Efter skylning af blokken og krumtapakslen forbereder vi ærmerne til placering i blokken. For at gøre dette lægger vi stempelringene ud på foringerne med kontrol af hullerne i leddene. I dette tilfælde skinner STAPRI-ringene ikke med stabilitet og mellemrummene i hele sættet er fra 0,4 til 0,65, de passerer iht. tolerancer. Dernæst markerer vi foringer, stempler og ringe på cylindrene, så man i fremtiden, ved montering, ikke forveksler, skyller ærmerne og sætter O-ringene på, smør dem og sæderne i blokken med lithol og sæt dem ind i blokken Det er bedre at plante ærmerne ved at lave en simpel anordning fra en gevindstang og afstandsstykker end at hamre med en forhammer.
Efter plantning af ærmerne forbereder vi andre dele til videre montering Mine hoveddæksler, adskille oliepumpen og kontrollere sliddet, balanceringsmekanismen krævede udskiftning af lejerne, begge drev til NSh-10 og NSh-32 oliepumperne krævede også udskiftning lejerne indgrebskobling NSh-32, knaststykker udbrændt.
Efter plantning af ærmerne forbereder vi andre dele til videre montering Mine hoveddæksler, adskille oliepumpen og kontrollere sliddet, balanceringsmekanismen krævede udskiftning af lejerne, begge drev til NSh-10 og NSh-32 oliepumperne krævede også udskiftning lejerne indgrebskobling NSh-32, knaststykker udbrændt.
Fortæl mig, hvor er tallene på stemplerne? også motoren kollapsede på stemplerne fandt tallet 2k eller 2zh, hvad kan det betyde? og hvor meget kostede hele sættet stempler dig, hvis ikke en hemmelighed
nummer 2k eller 2zh, hvad betyder det? og hvor meget kostede hele sættet stempler dig, hvis ikke en hemmelighed
2-Dette er en stempelvægtgruppe på 3020-3030 kg, og F er en størrelsesgruppe på 129,89-129,91. Prisen på et sæt er 12800r. Ved samling af motoren er et stempel af en gruppe ønskeligt.
nummer 2k eller 2zh, hvad betyder det? og hvor meget kostede hele sættet stempler dig, hvis ikke en hemmelighed
2-Dette er en stempelvægtgruppe på 3020-3030 kg, og F er en størrelsesgruppe på 129,89-129,91. Prisen på et sæt er 12800r. Ved samling af motoren er et stempel af en gruppe ønskeligt.
tak skal du have 
Jeg overvejede at købe et nyt stempel  Jeg adskilte motoren, og jeg følte mig bange, jeg vil smide billedet af, hvilken slags stempel jeg havde, og hvordan den stadig kørte og vigtigst af alt ikke røg
Jeg adskilte motoren, og jeg følte mig bange, jeg vil smide billedet af, hvilken slags stempel jeg havde, og hvordan den stadig kørte og vigtigst af alt ikke røg
Alexander Nikolaevich, du gør alt efter Feng Shui 
... Ærmefjerner - du kan også se den til at plante ærmerne på plads. Jeg bruger aldrig en forhammer - jeg sætter ærmerne ind fra min hånds indsats, du mærker anstrengelsen og gummiringene vil ikke skære af. Efter plantning hamrer jeg ned gennem en afstandsholder i træ.
Det her er min smukke 

Jeg indsætter ærmerne fra anstrengelsen af hånden, du mærker anstrengelsen og gummiringene vil ikke skære af.
For at være ærlig tænkte jeg ikke engang på at prøve det med mine hænder, men selvfølgelig er der en frygt.
Hej til alle der fortæller krumtapakslen a-41 der er Kina koster 14 tons, og der er en Barnaul aksel koster 24 tons, hvordan adskiller de sig? Og kan jeg sætte kinesisk? hvad synes du
Og kan jeg sætte kinesisk? hvad synes du
Og hvad med den gamle, den kan pudse den. Kinesisk er roulette.Der er ingen gode anmeldelser om dem.
Og kan jeg sætte kinesisk? hvad synes du
Og hvad med den gamle, den kan pudse den. Kinesisk er roulette.Der er ingen gode anmeldelser om dem.
på roden er der bøller, og indlæggene var allerede p3 at skærpe, jeg tror, der er ingen mening, men om Barnaul, hvad synes du?
indsætter allerede stod p3 skærpning Jeg tror, der er ingen mening, men om Barnaul, hvad synes du?
Der er stadig en reparation tilbage, og du kan slibe dem, og Barnaulsky er deres egen aksel, alle motorer kører på dem. Men ved udskiftning af akslen er det nødvendigt at balancere med svinghjulet. Jeg havde oplevelsen af at installere akslen uden at balancere, efter at have monteret motoren ved første start gik der en frygtelig vibration, men jeg ville ikke skille motoren ad, Jeg kom ud af situationen ved at svejse armeringsstykker på kurven ved hjælp af en videnskabelig poke-metode, selvom det tog to dage, hvorefter jeg altid kører for at balancere.
indsætter allerede stod p3 skærpning Jeg tror, der er ingen mening, men om Barnaul, hvad synes du?
Der er stadig en reparation tilbage, og du kan slibe dem, og Barnaulsky er deres egen aksel, alle motorer kører på dem. Men ved udskiftning af akslen er det nødvendigt at balancere med svinghjulet. Jeg havde oplevelsen af at installere akslen uden at balancere, efter at have monteret motoren ved første start gik der en frygtelig vibration, men jeg ville ikke skille motoren ad. , Jeg kom ud af stillingen ved at svejse armeringsstykker på svinghjulet ved at stikke, selvom det tog to dage.Derefter kører jeg altid for at balancere.
Jeg tænkte ikke på at balancere. 
Balancering vil ikke fungere i min by, jeg ønskede at balancere akslen med 66 gas, så de fortalte mig ikke at balancere alle maskiner blev solgt
En masse nyttig information til ejere af BMW 5-modeller kan findes på BMW Automotive Forum Fejl, vedligeholdelse, reparation og drift.
A-41 motoren er udstyret med balanceringsmekanisme inertikræfter, der virker i det lodrette plan. Balanceringsmekanisme (Figur 1) består af to vægte, der roterer i modsatte retninger. Vægtenes rotationshastighed er to gange krumtapakslens rotationshastighed. Vægtenes tyngdepunkter er rettet samtidigt i én retning under rotation. Vægte støbes sammen med aksler, som presses ind i gear 2. I karosseriet balanceringsmekanisme Cylindriske rullelejer er installeret, hvor vægtens akser roterer.Tandring 4, som er monteret på den midterste del af krumtapakslen nær den tredje hovedtap, driver gearet til at rotere.

Billede 1. Balanceringsmekanisme dele: en enhed; b - diagram over kræfter; в - installation af gear i henhold til mærker; 1 - sag; 2 - gear; 3 - olieledning til oliekøleren; 4 - tandring af balanceringsmekanismens drev; 5 - en justeringspakning; 6 - last.
Som et resultat af loddernes rotation opstår der centrifugalkræfter Pc, som dekomponeres i to komponenter - vandrette og lodrette kræfter. Vandrette kræfter virker i modsatte retninger og balancerer derved hinanden. De lodrette kræfter summeres og summeres til Vs. Summen af de lodrette kræfter afbalancerer lodret summen af inertikræfterne Ri i alle fire cylindre.
Installation balanceringsmekanisme på A-41-motoren udføres med stempelpositionen af den første cylinder i øverste dødpunkt. Gearene skal installeres i henhold til mærkerne på deres tænder og riller, når vægtene er placeret under.
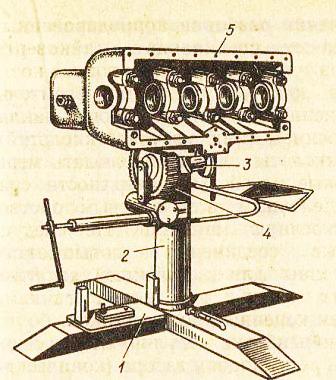
Motorerne samles i tre trin: lodret position med krumtaphuset oppe, når krumtapakslen er lagt; vandret position - til installation af hovedsamlingsenheder og dele; lodret position med krumtaphuset nede - under slutmontage og færdiggørelse. Til individuel samling af motorer anvendes et universalstativ USD-3 eller et specielt stativ til samling af motorer D-108 og D-160 (fig. 107). I specialiserede reparationsanlæg samles motorer på en produktionslinje.
Ris. 107. Stander til adskillelse og montering af D-108 og D-160 motorer:
1 - ramme, 2 - hjul, 3 - nedre sektor, 4 - svingbolt, 5 - øvre sektor, 6 - plade, 7 - rulle, 8 - holder
Motorer samles i følgende rækkefølge: de sætter krumtapakslen i hovedlejerne, installerer cylinderforingerne, plejlstangsstempelgruppen, timingsmekanismen, bagbjælken og svinghjulet, oliepumpen og krumtaphuset, cylinderhovedet, brændstof udstyr, filtre og rørledninger, indsugnings- og udstødningsmanifolderne, vandpumpe og blæser, reduktionsgear og startmotor.
Det anbefales at installere krumtapakslen i denne rækkefølge. Kontroller og færdiggør akslen med hovedlejer. Hvis foringerne ikke kan bores og svarer til den givne størrelse på akseltapperne, lægges de i blokbedet, hovedlejerne samles og spændes. Læg krumtapakslen og kontroller dens installation i henhold til de tekniske betingelser for reparation.
De tilladte værdier af spillerum i hovedlejerne uden reparation med de normale dimensioner af krumtapakseltapperne til traktormotorer er: for D-108 og D-160 - 0,35 mm; for alle andre - 0,24-0,30 mm.
Efter kontrol af dimensionerne og bestemmelse af frigange fjernes lejehætterne, akslens hovedtapper smøres med et tyndt lag olie, og akslen sænkes ned på foringerne installeret i blokken.
Tilspændingsmomentet for møtrikkerne i hovedlejerne i D-108-motorerne er 370-420 Nm; A-01M, A-41 - 410-440; D-65, D-240 - 220-260 og SMD-14-200-220 Nm. Spænd først det midterste hovedleje og prøv at dreje krumtapakslen med hånden ved hjælp af bolten i svinghjulsflangen. Hvis akslen drejer let, spændes de resterende lejehætter gradvist. Krumtapakslens aksiale løb kontrolleres ved at flytte den langs aksen med et koben, og endeafstanden måles i yderpositionen. Det aksiale løb af krumtapakslen til D-108-motorer er 0,1-0,5 mm; SMD-14-0,2-0,4; A-01M og A-41—0,1—0,35 mm.
En korrekt lagt aksel skal kunne dreje med håndens kraft på svinghjulsbolten eller plejlstangstappene.
Forbindelsesstang-stempelgruppen er installeret i blokken fra siden af cylinderhovedet ved hjælp af enheder til at komprimere ringene. Spænd plejlstangens lejemøtrikker med en momentnøgle med følgende tilspændingsmoment: for SMD-14-motorer - 140-160 Nm; A-01M, A-41 —160—180; D-108 - 140-150 Nm.
Det tilladte aksiale løb af det nederste plejlstangshoved uden reparation er 1 mm.Efter montering af bagbjælke og tætningshus skal svinghjulet monteres. Udløbet af svinghjulet efter at være fastgjort til krumtapakslen bør ikke overstige 0,3 mm.
Altid tilgængelige reservedele til traktorer T-4, DT-75, MTZ, K-700, TT-4M osv. Mulighed for at levere sjældne reservedele på bestilling.
Vi tilbyder kun reservedele af høj kvalitet fra pålidelige producenter.
Vi køber reservedele direkte fra producenterne og kan derfor tilbyde dig de laveste priser på markedet.
Reparation af DT 75-motoren består i udskiftning af slidte elementer eller udførelse af reparationsarbejde, hvis det er muligt. Ved reparation skal du overveje motormodellen og omhyggeligt vælge producenten af de dele, der skal bruges til reparationen. Hvis du er mekaniker, så kan du selv udføre reparationsarbejdet. Hvis en sådan færdighed er fraværende i dit arsenal, skal du kontakte et specialiseret center, hvor de vil udføre en fuld diagnose, reparere DT 75-motoren og udskifte de nødvendige dele.
Ved indsendelse af motoren til reparation afmonteres den fra traktoren. Derudover udføres demontering af alle dele og mekanismer, der forhindrer fjernelse af motoren. Især hætten, køleren til kølevand og olie, gearkassens drevkardan, fjernelse af motorophænget til rammen. Motoren fjernes fra traktoren ved hjælp af en kran eller spil.
Du kan læse mere detaljeret i vores reparationsmanual til traktormotor DT-75.
Vi anbefaler også, at du tager et kig på vores sektion. DT-75 reparation video
Generalforsamlingsbekendtgørelse. For at samle motorer på en produktionslinje under betingelserne for specialiserede reparationsvirksomheder bruges stativer eller transportører, som gør det nemt at installere dem i en bekvem position til montering. Til individuel samling af motorer bruges universalstativet OPR-989 [Fig. 26] og andre.
Ris. 26. Universalstativ OPR-989 til adskillelse og montering af motoren.
1) - Base; 2) - Rør; 3) - Rotationsaksel; 4) - Snekkeudstyr; 5) - Cylinderblok.
MEDbegynd at samle cylinderblokken: du skal installere bøsninger og en knastaksel, skubbebøsninger og skubbere, olietætninger og dekompressorruller, olierør. Derefter skal du igen blæse gennem oliekanalerne i blokken med trykluft og montere spændebolten, stifterne og andre dele.
V blokken er lagt med en krumtapaksel med hovedlejer, derefter cylinderforinger, et plejlstangsstempelsæt, en bagbjælke og et svinghjul, en oliepumpe og et krumtaphus, et topstykke, en turbolader og en vippemekanisme, brændstofudstyr , filtre og rørledninger, indsugnings- og udstødningsmanifolder, en vandpumpe er installeret og ventilator, gearkasse, startmotor og kobling i en rækkefølge, der afhænger af motorens design.
Montering af krumtapakslen. Det anbefales først at samle og spænde hovedlejerne uden aksel. Tilspændingsmomentet for møtrikkerne til YaMZ-238NB-motorer er 422-460 Nm for hovedboltene; tilstødende 98-118 N.m.; A-01 og A-41 - 410-440; type SMD - 200-220 N.m (bolte SMD-60 - 160-180 N.m); D-37M - 140-160 N.m; ZMZ-53A - 110-120 N.m; ZIL-130 - 110-130 N.m for fronten og 80-100 N.m. for resten af lejerne. Målinger bestemmer deres ovalitet, tilspidsning, oliegab og forskydning af den øvre indsats i forhold til den nederste.For at sikre en 80% ressource, under eftersyn, er spillerum i hovedlejerne ikke mere end: 0,156 mm - SMD-60, 0,160 mm - A01M; 0,180 mm - A-41; 0,120 mm - D-37M; 0,08 mm - ZMZ-53A; 0,065 mm - ZIL-130; 0,130 mm - YaMZ-238NB.
TILSmør akseltapperne med et tyndt lag olie, monter afstandshalvringene, og læg derefter krumtapakslen. Først strammes det midterste hovedleje jævnt i to eller tre trin. Hvis akslen drejer let af bolten i flangen, strammes de resterende lejehætter jævnt. Hvis akslen bliver stram, skal den fjernes, og halsene skal smøres med et tyndt lag maling. Derefter skal du lægge akslen igen, dreje den, adskille, inspicere - ved at trykke på blæk på foringerne, bestemme årsagen til den stramme drejning og eliminere den.
PBevæg krumtapakslen langs aksen, kontroller det aksiale udtag med en oliepind, som for dieselmotorer varierer fra 0,1-0,4 mm, for bilmotorer 0,08-0,25 mm. Det aksiale udtag reguleres af valget af tykkelsen af afstandshalvringene, tykkelsen af skulderen på monteringslejet eller andre anordninger til motorer af denne type.
PKorrekt lagt aksel skal dreje fra håndens kraft på plejlstangstapperne.
Montering af muffer i blokken. Mufferne, som monteres i blokken, skal være af samme størrelsesgruppe, nye eller af samme reparationsstørrelse, og i blokken uden O-ringe skal være frit drejelige.
PEfter montering af O-ringene skal ærmerne presses ind i blokken ved hjælp af et værktøj med en hydraulisk (pneumatisk) presse eller en træklods og en hammer. Det er ikke tilladt at skære i O-ringen ved presning.
PEfter indpresning skal muffen rage 0,10-0,21 mm over blokkens plan til dieselmotorer SMD-17, SMD-18; 0,09-0,15 mm for D-240, D-241; 0,07-0,27 mm for D-160; 0,65-0,165 mm for dieselmotorer af andre mærker. Forskellen i ærmernes fremspring for en blok er ikke mere end 0,05 mm. Det tilladte fremspring uden reparation er 0,04 mm (for A-01M og A-41 dieselmotorer er fremspringet 0,05 mm).
PMed et indpresset og fast hoved kontrolleres ovalitet og tilspidsning af ærmerne på arbejdsområdet fra siden af krumtaphuset (ikke mere end 0,03 mm er tilladt).
PVed udførelse af rutinereparationer skal ærmerne installeres i blokken, dreje rundt om aksen med 90 grader i forhold til den tidligere position, for at øge den efterfølgende levetid på grund af et fald i ovalitet.
Montering af plejlstang og stempelsæt. Sættet og den indvendige overflade af foringen skal smøres med dieselolie før montering. Låsene på den første og anden stempelring er placeret i en vinkel på 180 grader i forhold til hinanden på stemplerne på YaMZ-238NB, SMD-18 dieselmotorer og mellem den anden og tredje - i en vinkel på 90 grader. På stemplerne på ZMZ-53, SMD-60, A-01M og andre motorer er låsene placeret i en vinkel på 120 grader i forhold til hinanden. I dette tilfælde bør låsene ikke placeres mod fingerens akse.
ShAtunno-stempelsættet monteres i blokken fra siden af cylinderhovedet ved hjælp af en ringkompressionsanordning. I dette tilfælde skal du være særlig opmærksom på rigtigheden af dens placering i forhold til blokken (forbrændingskammer, slidser i stempelskørtet, pile på stempelkronen osv.).
BBolte eller møtrikker på plejlstangslejer spændes med en momentnøgle, der opretholder et moment på 240-260 Nm. til dieselmotorer SMD-60; 196-216 N.m. for YaMZ-238NB, YaMZ-240B; 170-190 N.m. for A-01M, A-41; 140-160 N.m. til D-50, SMD-17, SMD-18 og andre; 100-120 N.m. for D-37M, D-144, D-21; 68-76 N.m. til karburatormotorer ZMZ-53N; 70-80 N.m. til ZIL-130. I ZMZ-53-motorer skal fremspringet på dækslet og nummeret på plejlstangen matche, når det nederste plejlstangshoved samles.
PEfter montering af plejlstængerne må krumtapakslens drejemoment ikke overstige 50 Nm.
Dbunden af stemplerne efter montering af plejlstangsstempelsættet i position b. m. t. skal stikke ud eller synke i forhold til blokkens plan med størrelsen vist i tabel 52.
| Video (klik for at afspille). |
Tabel 52.Stempelkronernes placering i forhold til blokdensiteten.














