I detaljer: gør-det-selv reparation af en aluminiumsbåd med epoxy fra en rigtig mester til webstedet my.housecope.com.
Brugen af lim til reparation af skrog af motorbåde lavet af aluminiumslegeringer giver høj styrke af samlinger, fugt- og vibrationsbestandighed, modstand mod benzin og olier. Som et godt tætningsmateriale og dielektrisk forhindrer klæberen korrosion i delenes samlinger.
De mest almindeligt anvendte klæbemidler er baseret på epoxyharpikser. De sælges i detailhandlen under navnet "Universal Adhesive EDP". Pakkesættet inkluderer en epoxyforbindelse EDP (epoxyharpiks ED-6 med blødgører) og en hærder - polyethylenpolyamin. Ved sammensætning af limen tages normalt 1 del af hærderen for 10 vægtdele af forbindelsen.
Ud over ED-6 anvendes ED-16 og ED-20 harpikser ofte med samme blødgører (dibutylphthalat) og hærder. For at øge styrken af forbindelsen indføres forskellige fyldstoffer i sammensætningen af sammensætningen. Til reparation af skroget med hensyn til styrkeegenskaber, mest
fint aluminiumspulver og malet glimmer er velegnede. Fyldstoffet tilsættes i en mængde på 10-15 vægtdele, under grundig omrøring, indtil klumperne forsvinder.
De overflader, der skal limes, rengøres med sandpapir eller en metalbørste, derefter affedtes og tørres. Klæberen påføres i et tyndt lag og komprimeres tæt med klemmer eller vægte. Limen, der presses ud under komprimeringen, fjernes. For en bedre tilpasning af delene og opnåelse af en limsøm med en tykkelse på 0,3 - 0,4 mm er det nødvendigt at sikre et indpresningstryk på 0,5 - 1,0 kg/cm2, jævnt fordelt over hele overfladen, der skal limes. Delene holdes under tryk, indtil limen hærder fuldstændigt, hvilket sker efter 24 timer ved stuetemperatur (18-25 ° C); ved højere temperaturer er hærdningstiden kortere. Det skal huskes, at klæbemiddelsammensætningens egnethed ikke er mere end 2 timer, og de bedste klæbende kvaliteter forbliver i omkring 30 minutter. Når du tilbereder en portion lim, skal du huske dette og gå ud fra den omtrentlige forbrugshastighed på 0,04 g / cm2 for ensidig påføring og 0,06 g / cm2 for dobbeltsidet påføring. Derudover skal man huske på, at epoxysammensætninger fremstillet i relativt store mængder (100 - 150 ml) i en beholder har tendens til selvopvarmning til høj temperatur og som følge heraf hurtigt at hærde. Derfor skal du enten hurtigt påføre den færdige lim på delen eller koge den samtidigt i flere små beholdere.
| Video (klik for at afspille). |
Brug af fyldt klæbemiddel kan bruges til at udglatte små buler, reparere mindre revner og synke i beklædning og dækplader. Efter at limen er hærdet, jævnes overfladen med sandpapir eller fil og males. For større sikkerhed, især med gennemgående revner, er det beskadigede område desuden forseglet med en lap af holdbart tyndt stof.
Blandt de moderne importerede klæbemidler og tætningsmidler med universelle egenskaber er de mest berømte produkter fra Sika-virksomheden.
En-komponent polyurethan fugemasse fra dette firma hærder, når de udsættes for fugt i luften. For eksempel er sådanne tætningsmidler som "Sikaflex-291" og "292", som er kendetegnet ved meget høj styrke, meget udbredt til reparation af huse lavet af forskellige materialer. De bruges ved sammenføjning af dele, der oplever høje dynamiske belastninger. For at opnå garanteret styrke skal overfladerne dog først grundes med et mærket pund (primer), for eksempel "Sika Premer 290 DC".
Jeg er i gang med restaurering af en nykøbt kedel-m.Der er et par steder, hvor du gerne vil udjævne overfladen med epoxy glasfiber. Men jeg læste noget af alle her og alle blev i tvivl – vil det overhovedet holde?
Jeg ville spørge den ædle tuner Leo, men han svarede slet ikke.
Generelt er meningen denne: Ud over epoxy anbefales det at tilføje et blødgøringsmiddel og aluminiumspulver, de siger, at det vil holde bedre og med forskellige termiske udvidelseskoefficienter vil der ikke ske noget forfærdeligt. Er det sådan? Harpiks ED-20 og PEPA er tilgængelige for mig.
Hvis du limer glasfiber, hvilken er bedre at bruge: tykkere, men i et lag, eller tyndere, men 2-3 lag?
Skal jeg bruge en beskyttende coating (topcoat) ovenpå, eller intet hjælper mig? Hvis brugt, hvilken?
flydende metal (to sprøjter a la koldsvejsning baseret på epoxy ((aluminiumspulver er der)) - holder tæt testet gentagne gange og over års drift.
Hvorfor opfinde, der findes udjævningsfyldere med al. Pulver- og glasfiberfyldstoffer.
> Hvorfor opfinde, der findes afretningspartel med al.pulverspartel og
> glasfiber.
Nej, dette vil ikke virke, det er nødvendigt at en selvstændig overflade er lavet af glasfiber.
Det vil falde af. Ikke med det samme, men uundgåeligt.
Jeg har en bule over vandlinjen på kabinettet, som blev repareret af den tidligere ejer med en bandage og eboksidka for mere end 10 år siden, og som ikke kommer til at falde af.
>>> Fald af Ikke med det samme, men uundgåeligt.
>>> Jeg har en bule over vandlinjen på kabinettet, som blev forseglet af den tidligere ejer med en bandage og eboksidkoy mere end 10 år siden, det er ikke til at falde af.
Og sådan er man en nylavet gryde?
Faktisk afhænger det af tykkelsen af huden på indstøbningsstedet og brugen af båden.Hvis skindet på det sted, hvor du skal lime, spiller i det mindste lidt eller skal gå på bølgen, det vil falde af. Det kan holde i flere år, men det vil stadig til sidst skalle af.

Jeg tog malingen af med P4, der var mange steder spartelmasse under skyen af lag.
Både i fuld visning af mange med pudsede sider, og ingenting. Sh-ku med al. Filler du kan vaske peberrod fra dine hænder, vedhæftning er skør, minder om kold svejsning.
Her udledte jeg.

To.
På bunden vil alt falde af, over vandlinjen holder enhver plads
Jeg dækkede det nederste højre hjørne af agterstavnen med epoxy på kedlen m. De tog den hen ad vejen og faldt af vognen ned på asfalten og gned hjørnet. Jeg reparerede 0,5 mm aluminium på nitter .. ovenpå med epoxy og inde i båden også .. fire år har levet .. kun kanterne er flyttet væk. og så død.. på båden på stævnen langs kølen var der et beskyttende metalhjørne (sådan rustent). vi har også overhældt den med en blanding af epoxy og aluminiumspulver .. det ser æstetisk ud som om det er en støbt aluminiumsdel af en båd. fra et praktisk synspunkt: slæbt over sandet over stenene .. holder op .. sletter lidt . men hjørnet falder ikke af, og mere aluminium forringes ikke. Skal du lime noget på båden vil jeg helt klart bruge epoxy med pulver.. men skal du udjævne det med en spartelmasse.. er det nemmere at udjævne og giver en glattere overflade efter slibning..
Der er specielle harpikser til reparation af aluminium, duralumin, som ifølge sælgernes erklæring sammen med metallet, afhængigt af temperaturen, udvider eller trækker sig sammen. Jeg brugte den selv i reparationen af "Sarepta". Der var revner 5x100mm og 10x150mm ved sidens og bundens samlinger i en afstand af 800mm fra agterspejlet, dvs. altid i vandet. Godt ført efter ansøgningskrav. Jeg husker ikke navnet nu. Jeg vil prøve at finde navnet på arbejdet i morgen.
> ringede nu kan jeg ikke huske. Jeg vil prøve at finde navnet på arbejdet i morgen.
God aften.
På fakturaen står der:
1. Resin Ame T35 - selve harpiksen
2. Butanox M50 er en hærder.
Andelen ser ud til at være 1:50. Rengør til metal, affedt, tør. Jeg påførte et lag glasfiber, men det er ret specifikt - vævningen er sjælden, og fibrene tages roligt ud uden anstrengelse, spildt med harpiks. Efter fuldstændig tørring gentog jeg det. Tredje gang smurte jeg den lige med harpiks.Du skal arbejde ret hurtigt, fordi blandingen stivner hurtigt. Vigtigt er komponenternes holdbarhed.
Jeg havde huller på P4 i bunden af agterspejlet. Jeg dækkede dem med epoxy med pudder og epoxyspartel. Alt falder af på grund af epoxyens ikke-plasticitet. Polyesterkit klæber godt. Men det er hygroskopisk. Og mit hul voksede og voksede fra hende
> god aften.
> Fakturaen siger:
> 1. Resin Ame T35 - selve harpiksen
> 2. Butanox M50 er en hærder.
Tåler denne ting vibrationer og bøjning af kabinettet? Det er bare, at det ene sted skal smøres med en tynd, 1 mm luminium i alt. Det bøjer i teorien, hvis du skubber.
> Jeg er i gang med restaurering af en nykøbt kedel-m. Der er et par steder, hvor du vil
> påfør overfladenivellering med epoxyglasdug.
Er det nok, eller kan du tilføje flere billeder?
Men hvis du kun trimmer overfladen, så er det bedre at bruge et hvidt fyldstof med glasfiber. Naturligvis, før påføring, slib det med høj kvalitet, primer, og påfør derefter.
> Men hvis kun for at trimme overfladen, så er det bedre at bruge en hvid spartelmasse med
> glasfiber. Naturligvis, før påføring, slib, primer,
> og ansøg derefter.
Der kan være flere billeder, de er en fryd for øjet 🙂 Men det er endnu bedre at tilføje ord:
hvilken harpiks blev brugt og med hvilken blødgører? Hvilken slags materiale blev der nittet på? Kan mest lide opblødt pap 🙂 Hvor længe har båden sejlet efter reparationer? Hvilken slags jord har du påført? Hvor meget harpiks tog det?
> god aften.
> Fakturaen siger:
> 1. Resin Ame T35 - selve harpiksen
> 2. Butanox M50 er en hærder.
> Andelen ser ud til at være 1:50. Rengør til metal, affedt, tør.
> Jeg påførte et lag glasfiber, men det er ret specifikt - vævning er sjældent og
> Fibrene tages stille ud uden anstrengelse, spildt med harpiks. Efter fuldstændig tørring
> gentaget. Tredje gang smurte jeg den lige med harpiks. Du skal arbejde ret hurtigt
> siden blandingen stivner hurtigt. Vigtigt er komponenternes holdbarhed.
Er du sikker på, at det er epoxy. )))))
> Billeder kan være flere, de er en fryd for øjet 🙂 Men det er endnu bedre at tilføje ord:
> hvilken harpiks blev brugt og med hvilken blødgører? Hvilken slags materiale var det
> nittet? Mest ligner opblødt pap 🙂 Hvor lang tid sejler båden efter
> reparation? Hvilken slags jord har du påført? Hvor meget harpiks tog det?
1, Vi renser til bart metal
2, Vi dækker 2-3 lag VL-02 (023)
3, Vi dækker 2-3 lag med en to-komponent epoxy primer.
4, Påfør den nødvendige mængde glasmåtte på harpiksen,
5, nitte
6, Påfør den nødvendige mængde glasfiber.
7, Spartelmasse med hvid spartelmasse på glasfiber.
8, Vi renser og maler.
Båden ligger på vandet i 3 år. Ikke nogen antydning af epoxyen skaller af fra metallet.
> 4, Påfør den nødvendige mængde glasmåtte på harpiksen,
Hvor mange lag og hvilken tæthed tog du?
Som jeg forstår det, trak jeg de mindste nitter, ikke?
> 6, Påfør den nødvendige mængde glasfiber.
Og hvad og hvilken tæthed har du indstillet?
Og hvor meget epoxy skulle der til? Jeg er nu ved at beslutte mig for, hvad jeg skal tage: Epoxylim i små krukker, eller det er nemmere at trække 5 kilo på én gang.
>
>> 4, Påfør den nødvendige mængde glasmåtte på harpiksen,
>
> Hvor mange lag og hvilken tæthed tog du?
>
>> 5, nitte
>
> Som jeg forstår det, trak jeg de mindste nitter, ikke?
>
>> 6, Påfør den nødvendige mængde glasfiber.
> Også, hvad og hvilken tæthed har du indstillet?
>
> Og hvor meget epoxy skulle der til? Jeg beslutter nu, hvad jeg skal tage: små krukker
> epoxylim, eller blot trække 5 kilo på én gang.
Glasmåtte er den mest tætte, det samme er glasfiber. Træk nitter 4,8 mm. Epoxy venstre + - 5 kg.
Lagene er ikke ens alle steder. Jeg glattede overfladen med små stykker glasmåtte, og lagde derefter et par lag ovenpå dem i store strimler. Jeg nittede ovenpå glasfiber. Der er 6 lag på stilken. På midtskib og agterspejl er der 3 lag glasfiber.
Derfor skal det enten svejses eller limes. Da kun fagfolk kan svejse, er aluminiumslim en god husholdningsmulighed. Men til dette metal er kun speciel lim egnet.
Enhver lim beregnet til aluminium skal indeholde alkalier og syrer i sin sammensætning, som ødelægger dens oxidfilm og øger vedhæftningen, hvilket sikrer en stærk forbindelse.


Med udviklingen af moderne teknologier er det blevet muligt at lime aluminiumsdele fast sammen takket være den kolde metode.
- Kold svejsning lim Mastix;
- Sandpapir;
- Alkohol, acetone eller ethvert andet affedtningsmiddel.
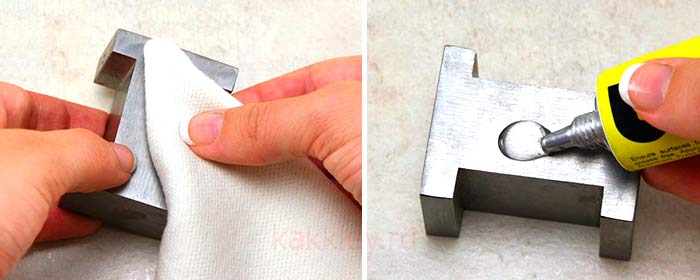
Til lim aluminium sammen med sådan lim er det nødvendigt:
- Brug smergelpapir til at rense overfladerne, der skal forbindes, for rust og snavs;
- Affedt med alkohol eller acetone;
- Vent, indtil overfladen er tør;
- Skær den nødvendige mængde af kernen af og bland de to komponenter godt med fingrene for at opnå en homogen masse i form af plasticine. Farven skal være ensartet;
- Påfør klæbemiddelblandingen på begge aluminiumsoverflader, der skal sammenføjes;
- Tryk godt fast og fiks dem i 15 minutter, indtil limen hærder.

En to-komponent epoxybaseret aluminiumslim med høj vedhæftning og varmebestandighed.
Med sin hjælp kan aluminium limes til andre materialer med forskellig termisk ekspansion: sten, porcelæn, træ eller plast.
For at lime en aluminiumsoverflade med andre metaller og materialer skal du forberede:
- Epoxy varmebestandig lim Moment Epoxy Metal;
- Sandpapir;
- Børste;
- Midler til affedtning af den limede overflade (alkohol eller acetone).
Herefter kan du gå på arbejde:
- Slib overfladerne, der skal limes, med groft sandpapir for at fjerne snavs og rust;
- Affedt delene med acetone eller alkohol;
- Tør;
- Klem indholdet af to sprøjter med lim (epoxy og hærder) ud i en separat beholder i forholdet 1:1;
- Bland epoxymassen og hærderen godt med hinanden med en børste;
- Påfør lim med en børste på begge aluminiumsoverflader, der skal limes;
- Forbind delene og tryk dem tæt i et par sekunder;
- Tør straks overskydende lim af med en klud;
- Vent 30 minutter til limblandingen er hærdet.
Selvom mange ikke anerkender effektiviteten af at bruge lim til aluminium, at vælge det rigtige produkt og udføre det limede arbejde klart i henhold til instruktionerne, kan du med dens hjælp opnå den mest holdbare forbindelse.
Desuden kan denne type forbindelse kombineres med mekanisk fastgørelse.

Mindre skader såsom ridser, overfladeafslag og afskrabninger er tilstrækkelige til at forsegle med en spartelmasse, som omhyggeligt skal rengøres og males efter polymerisation.
Polymer ler er et materiale af høj kvalitet, der er meget fleksibelt og ideelt til skulptur.
Vi starter med at vælge de blomster, som vi vil udfylde og skitsere de ønskede konturer af dekorationen på papir (planterne skal være.
Mange gør-det-selv-ere står over for fænomenet uhærdede områder på overfladen af epoxybelægningen. Når hærdetiden er gået, og næsten hele overfladen er hærdet, kan der nogle steder forblive en vis klæbrighed og blødhed.
I hverdagen er ED-20 epoxy ofte et alsidigt værktøj, der både tjener til limning af forskellige typer overflader og til dannelse af bulkprodukter ved hjælp af fyldstoffer. En sådan alsidig anvendelse af epoxyharpiks er baseret på dens fremragende vedhæftning til både metaller og deres legeringer og ikke-metalliske genstande, såvel som styrken af det allerede hærdede materiale til virkningerne af almindelige opløsningsmidler (primært vand).
Epoxy bruges ofte til at reparere både i glasfiber eller aluminiumslegering. Som nævnt ovenfor har den god vedhæftning til begge typer materialer, og dens brugervenlighed giver dig mulighed for at fuldføre reparationen uden specialudstyr (i tilfælde af aluminium, svejsning i en neutral gasatmosfære) og praktisk talt på kysten, hvor vandscooteren blev trukket ud til tørring/eftersyn.
I sig selv er enhver sammensætning baseret på epoxyharpiks en to-komponent sammensætning - det vil sige for at "sætte" den er det nødvendigt at tilføje en lille afmålt mængde af den såkaldte hærder til det valgte volumen af harpiks og derefter blande grundigt hele massen for at fordele den påførte hærder jævnt i hele reaktionsvolumenet. Det er vigtigt at forstå, at hærderen i sig selv ikke kun tjener som en katalysator for polymerisationen af harpiksen, men forbruges i processen med dens hærdning, "indlejring" i de resulterende polymerkæder. Derfor ændrer en ændring i forholdet mellem harpiks og hærder ikke kun hastigheden af hele processen, men også de endelige egenskaber af den hærdede harpiks.
Hvis der i sammenligning med producentens anbefalede forhold tages for lidt hærder, kan reaktionsblandingen enten ikke hærde overhovedet, eller have resterende klæbrighed af overfladen, som ikke vil fjerne sig selv over tid. Hvis du gør det modsatte og tager for meget hærder, så bliver reaktionsmassen ikke kun meget varm og hærder for hurtigt, men den ender også med at blive for skrøbelig. Hvis harpiksen skal forblive fjedrende-elastisk efter hærdning, anbefaler producenterne af epoxysammensætninger til disse formål at bruge specielle blødgøringsadditiver, der indføres i reaktionsmassen før hærdning - og deres forhold i den endelige masse bør heller ikke gå ud over de anbefalede grænser .
Aluminium og dets legeringer er et af de mest udbredte metaller i den moderne verden. Det har mange fordele, takket være hvilket det vandt popularitet, men dets brug er præget af en række ulemper. Især problemet med fastgørelseselementer bliver en anstødssten.
På grund af dets blødhed holder dette metal ikke godt sammen med konventionelle boltesamlinger. Det kan svejses med argon, men det kræver sofistikeret udstyr og en dygtig tekniker, som måske ikke er til stede.
Derfor kommer koldsvejsning til aluminium i mange tilfælde, især når der ikke stilles særlige krav til trækstyrke til samlingen, til undsætning.
Faktisk refererer udtrykket "koldsvejsning" til to forskellige måder at forbinde aluminiumsdele på.
Den første, der ofte bruges under fabriksforhold, er baseret på diffusionsprincippet, det vil sige indtrængning af molekyler af to faste stoffer i kontakt med hinanden. Diffusion er i princippet karakteristisk for mange metaller, og i nogle (aluminium, kobber og nogle andre) er processen hurtigere end i andre.
Denne proces initieres af pres. Under påvirkning af tryk ser molekylerne af to forskellige aluminiumsdele ud til at "blandes" med hinanden, nye intermolekylære bindinger dannes, og der dannes en tilstrækkelig stærk søm.
En anden metode til at forbinde aluminiumsdele er limning. Det er lim til aluminium, som de fleste oftest forbinder med selve begrebet koldsvejsning.
Hvordan limer man aluminium til aluminium? Grundlæggende anvendes forskellige tokomponentsammensætninger, hvis basis er epoxyharpiks. En yderligere komponent, der giver styrke og vedhæftning til metaller, er fint stålpulver, som tilsættes epoxybasen umiddelbart før brug.
Sådanne klæbemidler kan fremstilles i forskellige aggregeringstilstande - både i flydende eller halvflydende form, tæt på gelen eller den egentlige harpiks, og i form af mastiks - en plastisk-lignende masse, hvorfra der dannes rektangulære eller cylindriske stænger .
Hver blok består af to stoffer, der ikke er blandet med hinanden. Blanding, som aktiverer mastiksens klæbende egenskaber, foregår i en persons fingre lige før påføring.
Den første metode - koldtrykssvejsning - bruges oftere ved stempling af dele på en fabrik.
Dens største fordel er, at sømmen er dannet af det samme materiale som delene, dette reducerer omkostningerne ved transportbåndproduktion og tillader dannelsen af samlinger, der er tæt på støbte dele.
Koldsvejsning af aluminium under tryk er, kan man sige, høj temperatur. Det tillader dele at modstå de samme varmeniveauer som rent aluminium.
Fordele ved deformationssvejsning:
- modstår store temperaturfald;
- tåler stort tryk (men ikke mere end selve metallet kan modstå);
- viser modstand i aggressive miljøer;
- ikke afgiver skadelige stoffer til miljøet.
Den største ulempe er kun behovet for at bruge specialudstyr til sådan svejsning.
Der er tre hovedmåder at gøre dette på:
I det første tilfælde samles to dele i en fuge-til-led-presse og er stærkt komprimeret langs længdeaksen.
På denne måde kan elementer med et lokalt fugeareal (lille størrelse) svejses. Det er nødvendigt at tage højde for processen med "tab" af materiale efter kompression: for eksempel, når du svejser to stykker aluminiumsarmering på denne måde, vil deres samlede længde være 5-7% mindre end den samlede længde separat.